This was published in Modelspoormagazine 85 en 86. More information can be found there.
The earlier article summaries are at the end of this page
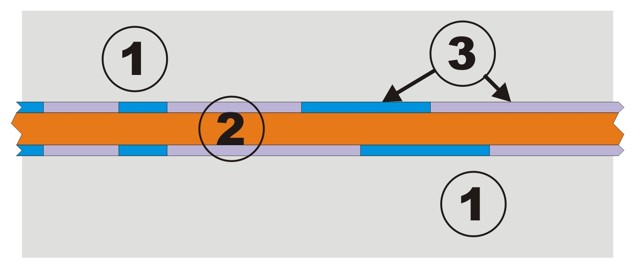
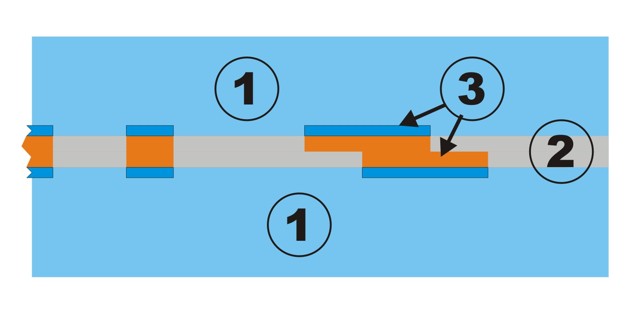
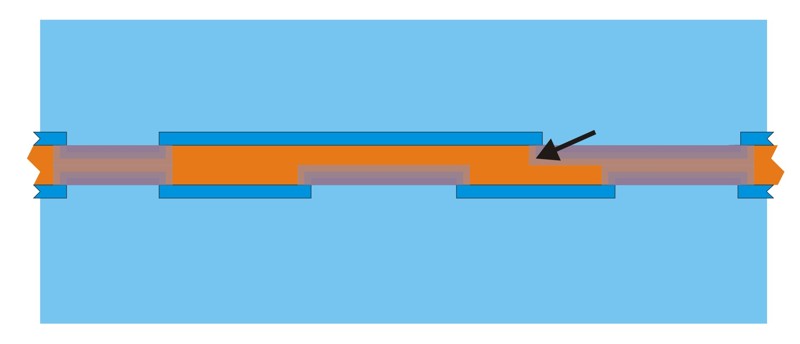
Etching, a short story:The following drawings depict a metal sheet with a photosensitive layer during the etching process. |
Some theory: the etching processEtching, as used in building models, is chemicaly "attacking" a metal sheet in order to create parts for modeling. This attack is done by an acid, but we don't want to disolve the whole sheet, but just parts of it. So, we need a protection: the shielded part is not etched, the other parts are "eaten" by the acid. This way, we can sculpt a sheet one-sided, or cut out shapes - as called through-etching. Some warnings before you do any etchng::
Step 1: What do we want to build?Without describing a specific project, let me explain what the possibilities of the technique are. Etching is done through or on a flat sheet of metal, so you can only make things that are cut out of a sheet are carved to halve the depth of the sheet. This can be a line, along which we can bend the part |
 Remove the two transparents, now taped together. The non-taped edge of the masks is pierced by an office perforator, which is now blocked in its closed position. I used a nut and bolt to secure the closed position. Now, the tape can be safely removed. |
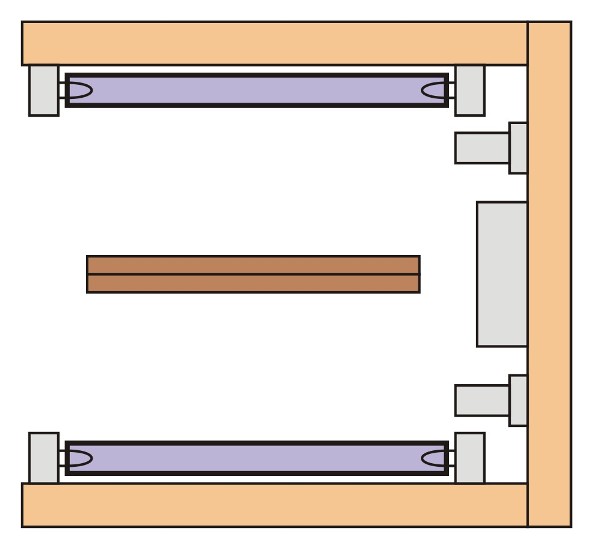
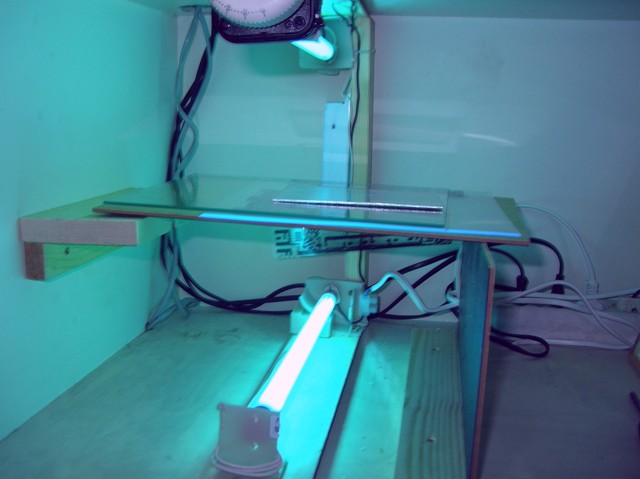 As our metal sheets have a photosensitive layer on each side, it makes sense to put a UV light source on both sides, of course at the same distance from the layer. As the emited light is possible harmful, we should shield the light while using it. I rebuilt a shelve in a closet. A glass sheet on both sides holds the metal sheet in position during lighting. A U-shaped wooden frame supports the lamps and their power source. |
 Step 5: Clamping the transparents to the metal sheetTo light the photosenstive layer in a proper way, the mask should be tightened to the metal sheet, as any room between will alllow "stray" light beams to affect the result. We therefore put sheet in our transparent envelope between sheets of glass. We don't put any presure on the glass, as it will bend a bit, leaving room in the middle. The drawing illustrates the effect. As the metal sheet might have some bumps, this effect occurs even more. The problem is even more important if you want to etch very thin lines. |
 The sollution is "nothing", no air between the sheets. By pumping away the air between the sheets, the outside air takes care of a very powerful, effecctive pressure (1kg/cm²). An air pump is used further on to mix etching fluids. The pump we used has an air entrance in its bottom side. A piece of a siringe is used as an adapter between this inlet and an airhose. |
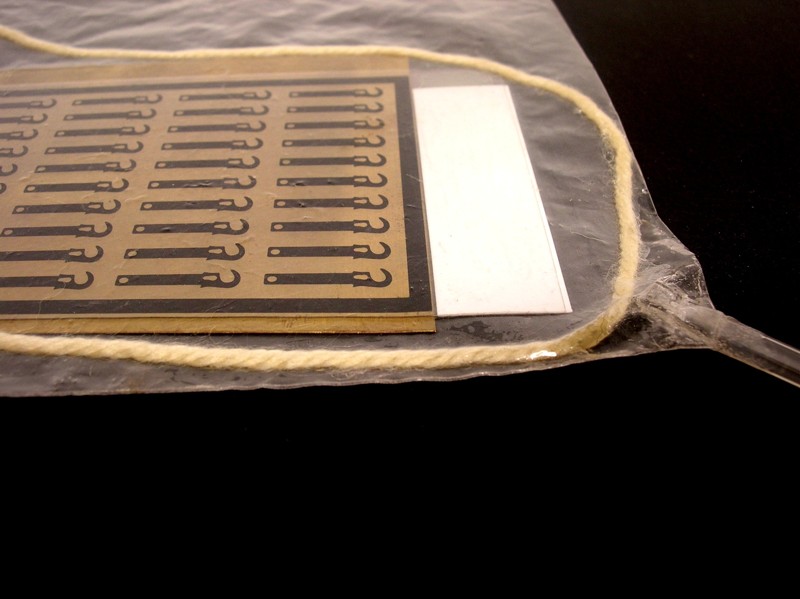 A sealable plastic bag is our vacuum chamber. In one corner, I made an air-tight adapter for the other end of the hose. To assure an equal withdrawal of air, use a wool wire, placed around our brass-and-transparant sandwich. |
 Step 6: A home-made develop- and etching deviceWhy make this (and not buy it) Well, shop around and you'll see what a (poor) quality you get for (too) much money. Let me tell you what I expect from a good device::
|
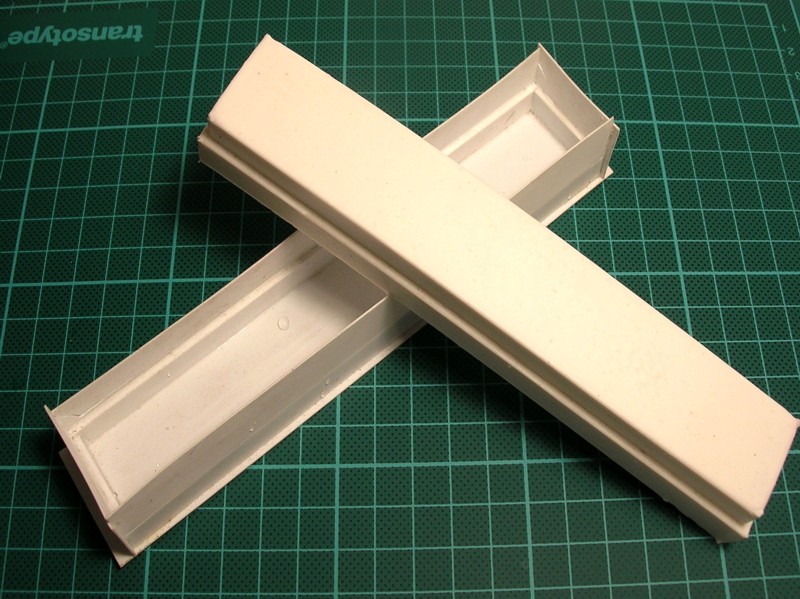 An etching conatiner should be high and wide, but have a relativey small volume, so not too deep. I had the containers custom-made: acid-resistant, 25cm high and 16 wide, but with a volume of 800cc. The design of the rest of the device was tailored according to the size of these containers. The central column and some strips of styrene hold the containers in position. This central part houses the airpump and the electric parts: switches, fuse, ... A one-way valve protects the airpump from any liquids creeping in. A three-way air regulator on the outside of the central column is used to control the amount of air going through the conatiners. The covers for the containers are home-cast using silicon rubber. The mould for this casting was easily made from scrap styrene, its dimension were measured from the container's size. |
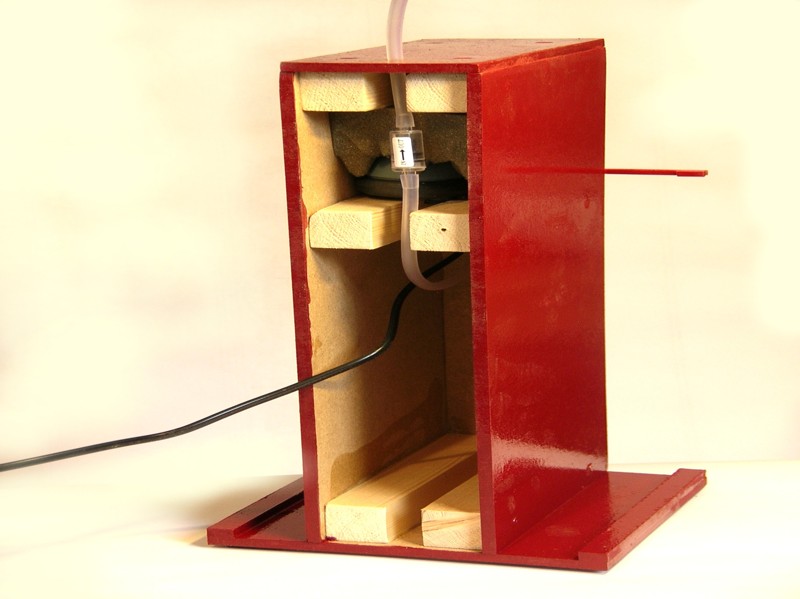 The picture shows the woodwork finished and a good-quality paint is used to protect it. The front panel is screwed (not glued) to allow any maintenance. The airpump and its one-way valve is mounted, the airhose is lead through the roof of the cabinet. |
|
 To get motion in the fluids - and thus an equal concentration mix - we will stirr them constantly by blowing airbubbles through the chemical sollutions. At the bottom of each container, a rectangular tube of styrene gets tiny drilled holes. The air supply comes through a round styrene tube. These styrene profiles are glued inside the container. |
 We want the etching fluid to reach - and hold - 50°C. I used an aquarium-type heater. Its placeholder has to be mounted inside the container, and allow space for the lids.Because of this, we have to mill a hole for the "on"-light to shine through. Screw and glue this placeholder well, so no liquids can pass through the mounting holes. |
 As an aquarium-type heater is limited to about 32°C, we have to "influence" its reach. By pulling out the regulting knob, it might be possible to turn it further then the pre-scaling. |
|
|
|
 Step 7: Measuring lighting timeThis is the last preparation before we can use our photosensitive material. As the lighting time depends on your lamps and their position, as well as the specific photosensitive layer, this has to be measured for each type of sheet you use. A simple transparent, with two times the figures 0...9 will do. Step 8: LightingYou'lll probably have to cut the sheet to size first. Dim the ambient light while doing this, and use a knife (no scissors or sawblade) to get a smooth cut. The prepared sheets have a protecting foil. After removing this, don't touch the surface and place the sheet between the transparents and into the vacuum bag. Start the airpump and wait for the bag to press against the sheets. Now place this sandwich between the light source and start lighting. Don't shut off the air pump. |
 Step 9: DevelopingRemove the exposed sheet, not touching its surface and hang it verticaly in the developing fluid. Start heating the etching fluid, and use the air bubbles to mix the chemicals in both containers. Watch your sheet, as developing goes pretty fast. If this takes longer then 5 minutes, you're developing sollution is probably worn out (or you haven't used enough light). The sheet is ready when there's a crisp drawing on bare metal. Rinse the sheet in plenty of water. A nearby sink is very handy for this. Step 10: EtchingUse as much air as possible in the etching fluid, not splattering any chemicals outside the container. Hang the sheet in the warm liquid. In less then a minute, you should see a difference on the bare metal parts. If this doesn't show you haven't developed the sheet long enough, so take it out, rinse it and develop it a bit more. To get an equal etching result on all parts of your sheet, rotate and flip the sheet every 15 minutes. When using fresh chemicals, etching goes fairly fast. Don't wait for the last piece of metal to vannish, as some other parts may be damaged by then. Stap 11: Cleaning and cutting the etched piecesRinse the sheet carefully after etching. To remove the unexposed photosensitive layer, you could expose it now and use the developer to remove it, or dip the sheet into aceton. |
This subject was published in Modelspoormagazine 45, as a sequel to an article in MSM44.
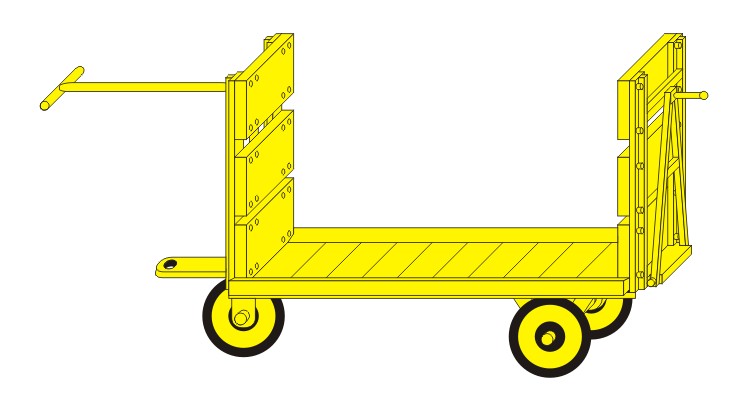
Let's make a platform service car and some bicycles using the etching technique. These aren't to complicated to construct and allow us to demonstrate the etching technique.
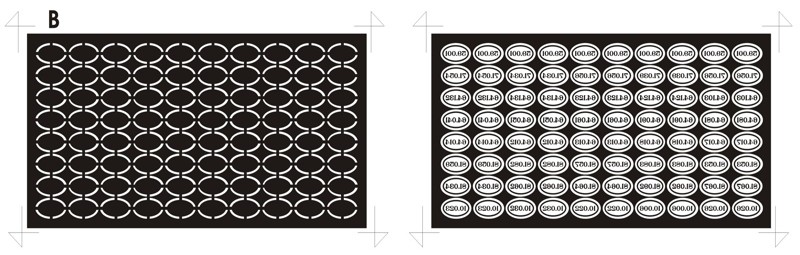
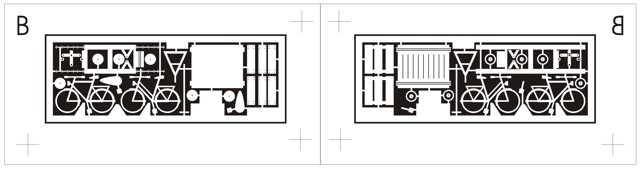
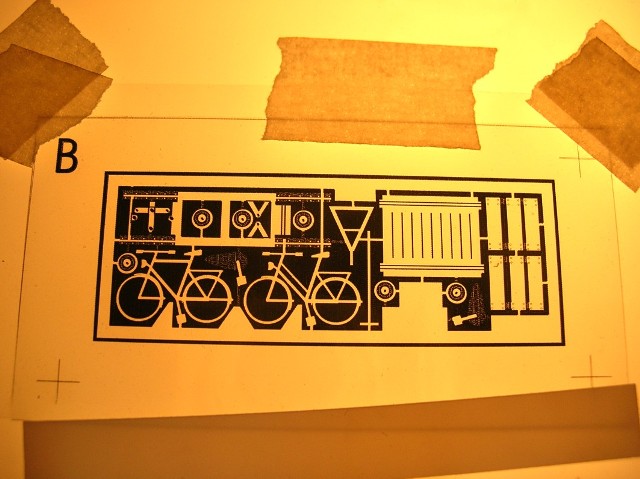
The mask above can be photocopied from Modelspoormagazine 45. Its dimension are perfect for H0. The drawing has to parts: one to use on top, the other to use underneath the brass photosensitive sheet. The little crosses are essential to the drawing, as they will allow you to align the masks.
 |
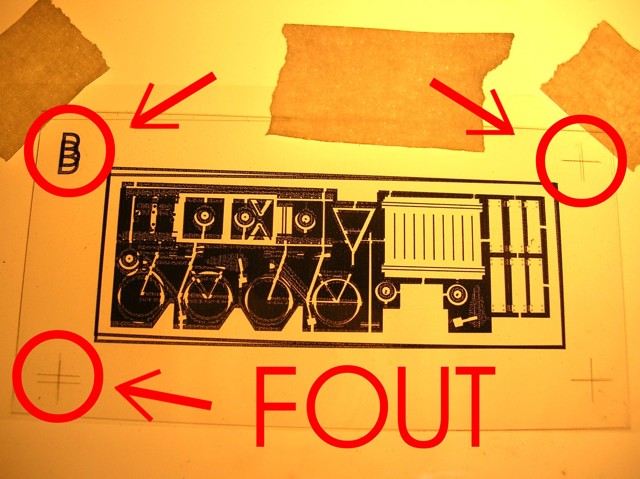 |
We need a backlight to align the masks. Put the first transparent, printed side up, on the glass surface and tape it on the top ends. The second transparent is placed ont top of the first, printed side down. Align them perfectly. The above right pictures shows this isn't done properly yet. When done, tape it to the glass as well, but again only on the top side.
 |
 |
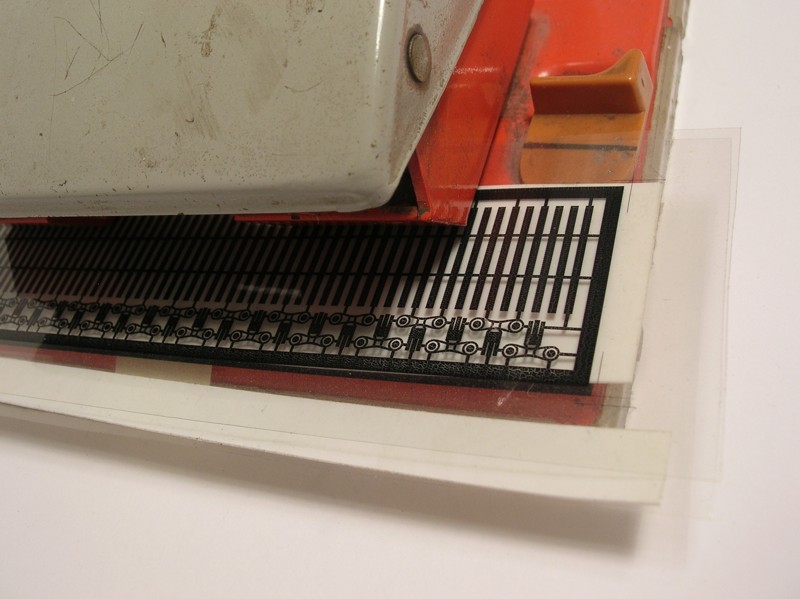
The brass sheet is 0,3mm thick, so the transparents should have the same distance. We also need some kind of barrier to position the sheet easily. A 0,3mm thick strip of sheet styrene will do the job. Glue it between the transparents, aligned with the drawing's bottom line in the, using contact cement. Let the glue set overnight, and remove the sheets from the glass surface. Remove the tape, and trim the top side of the sheets.
We need a 28x75mm piece of brass photosensitive sheet. Remove its protective covers and align it between the two transparents, without touching its surfaces. Put this 'sandwich' between the lighting frame of our UV-lighter. Start the nescessary lighting time. Switch on our home-made etching tool so the fluid can start getting warm.
 |
 |
Developing is done using a plastic pare of tweezers or disposable gloves. With the air pump switched to the development tank, proceed carefuly, checking regularly to see if the development proces is finsihed by rinsing the sheet with water.
Switch the airflow to the etching tank, lamp the sheet between the styrene placeholders and submerge the developed brass sheet. After some minutes, you should notice the chemical reaction has started. If not, the sheet hasn't been developed enough or the etching solution has worn out.
The whole etching proces takes some time, typically some hours. Keep a good watch on the sheet, as things can proceed very quickly once the first holes appear. Don't wait until the last bit is etched, as some vital parts might have disappeared meanwhile.
|
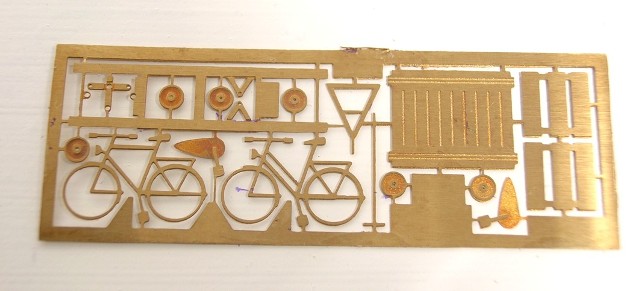
With the brass sheet fully etched, lets start building our models. The bikes are built first, as they aren't to hard to do. Release the parts by using fine scissors or a sharp knife. try not to bend teh parts, and file away any irregularities.
 |
 |
Only one part has to be attached: the chain and one pedal. You can glue them, but soldering is better, as we need to do some bending and a glued connection might break loose. Using tweezers, carefuly bend the pedals so they are square with the frame. The steering tube is a bit trickier, bent it as a whole, and shape the ends afterwards. If you choose to adjust the front wheel, remember the steering tube should be aligned with it.
 |
 |
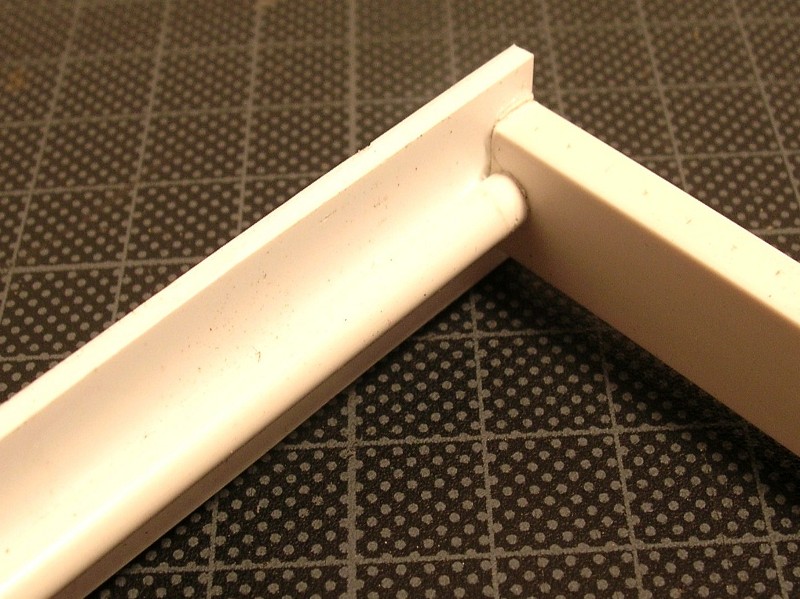
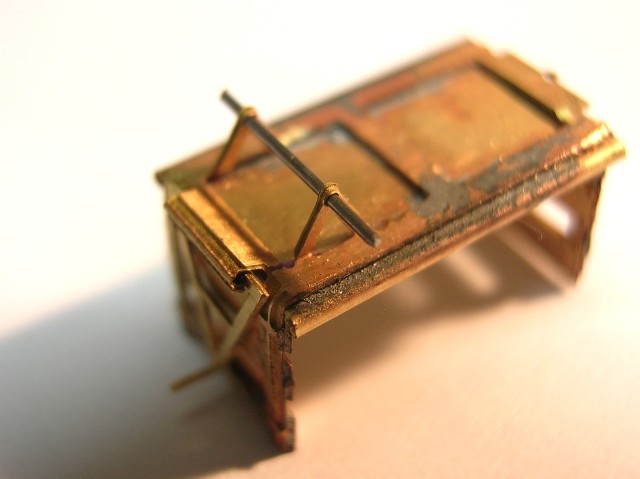
The platform service cart is a bit more difficult to construct. Start by bending the sides of the bottom part, to get its typical form. The folding lines are etched, so bending the model at the right places shouldn't be to hard. Now bend the wheel axle supports and the coupler holders to shape. the wooden back- and frontsides can be soldered on the frame now.
Next poistion the bottom, bend the side parts to shape and solder the bottom to the frame.
 |
 |
At the car's back side, a plate can be bent to form a hinge. This will hold the rear coupler, which can be placed horizontaly - to pick up another car - or verticaly. Don't tighting the hinge to much, so it can move a little.
The wheels are composed of two halves, which are soldered together. Once connected, drill a 0.5mm hole in the wheels and axle supports. The axles are made of 0.5mm piano wire. Glue the wheels to them with a tiny drop of cyanoacrylate glue.
The front wheelholder can now be bent to hold the front wheel and its axle. A shaped piece of pianowire becomes the front steering lever. If you glue it carefuly, the lever can be rotated freely.
 |
 |
Using an airbrush, the car can now get its yelow base colour. the wheel tires are painted black. A little washing should give the car a used look.
| ©2007 Gerolf Peeters - last updated 13.02.2010 | See: Soldering - Moulds - Etch-tool - UV-light |