Mouler en métal blanc
Un article est apparu dans Train Miniature Magazine n° 70. Là-dedans vous trouvez plus de texte et photos...
Avant de commencer, nous
avons d’abord rassemblé le plus d’informations
possibles en grandeur nature. Dans un set Dacker se trouvait le matériel
nécessaire pour quatre tampons: deux plats
et deux arrondis, donc de quoi équiper un
seul véhicule. Chaque tampon est constitué
de trois éléments: le plateau, le piston et la
plaque de fixation. Les deux premiers éléments
cités sont constitués d’un alliage à
point de fusion bas, tandis que le plateau
est constitué de laiton gravé. Il nous a paru élémentaire de reproduire ces éléments selon
les mêmes techniques.
 |
 |
Il existe plusieurs types d’alliages à point de
fusion bas. Le plus connu est évidemment
la soudure.
Tout comme l’étain, le point de fusion de
cet alliage se situe aux alentours des 250°C. Il
existe d’autres alliages qui ont un point de
fusion encore plus bas.
Depuis quelques années, le plomb ne peut plus être utilisé pour les
conduites d’eau ni en électronique industrielle.
Avant de
procéder, il faut d’abord constituer un moule.
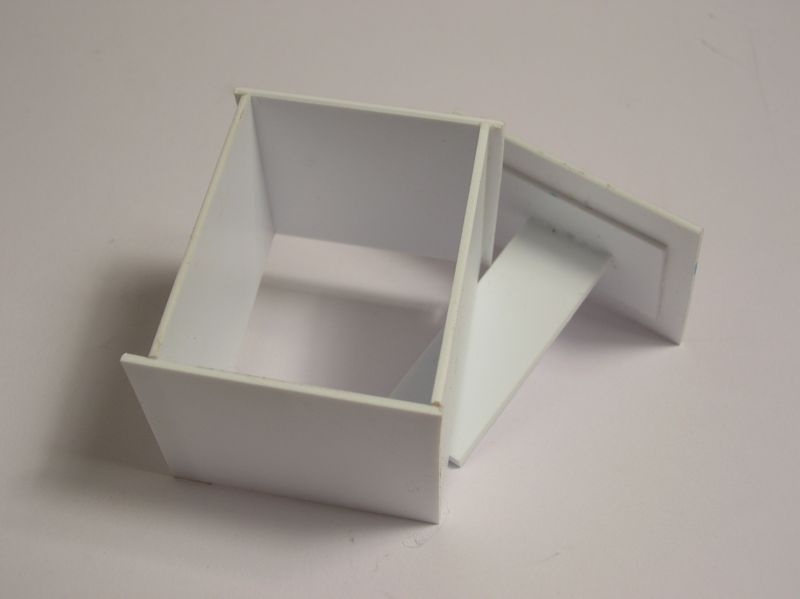
Nous commençons par confectionner un
réceptacle sans fond au moyen de plaques
de styrène d’au moins un mm d’épaisseur,
ainsi qu’un ‘pilon’. Le pilon sera renforcé et pourvu
d’un manche en styrène.
La plasticine est un bon matériau
pour confectionner un moule, mais de l’argile à modeler bon marché est tout aussi
pratique. Confectionnez
une petite boulette, bien malaxée, et disposéz-le dans le bac sans fond. Tassez
au moyen du pilon, pour obtenir une surface
bien plane. Nous commençons par disposer
une busette. C’est par ce
bloc que le métal liquide viendra se répartir
dans les moules. Disposez la pièce à reproduire contre
cette busette. Veillez à ne pas enfoncer
les pièces à mouler trop profondément
dans l’argile. Comme nous confectionnons
le moule en deux parties, il est important
de veiller à ce que les deux moitiés soient
bien alignées l’une par rapport à l’autre.
Pour cette raison, nous imprimons des petits
trous dans l’espace libre de l’argile.
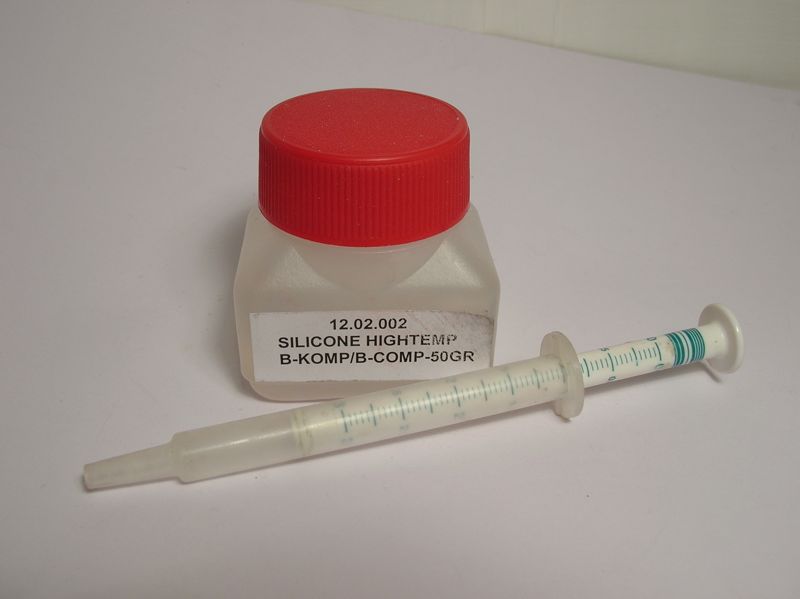
Pour la coulée, nous avons besoin
de résine de silicone résistant à des températures élevées. La résine illustrée est disponible
chez Vosschemie et résiste à 380°C.
Contrairement au moulage avec silicone
classique, nous avons besoin d’un ‘spray de démoulage’ pour séparer les
deux parties de cette résine. La résine de silicone est constituée
de silicone et de durcisseur. Ces deux éléments doivent être mélangés selon une
stricte proportion. Il s’agit ici d’un rapport de poids
d’un à vingt. Une balance de précision est
pour cette raison un ustensile quasi indispensable.
Le durcisseur doit constituer la
1/20ème partie du poids de la résine. Heureusement, le durcisseur
a une densité de 1, et il suffit de mesurer
"cc".
Cette silicone résistante à la
chaleur durcit un peu plus rapidement que
la silicone classique. Pour éviter des bulles dans nos pièces
moulées, il est préférable d’étaler d’abord
une fine couche de ce mélange sur la forme à mouler et sur la surface de l’argile. Cela
peut se réaliser au moyen d’un bout de styrène
fin et souple. Après durcissement nous enfonçons le tout au moyen du pilon dans le bac
sans fond. Il devient alors clair pourquoi
nous avons opté pour une boîte sans fond.
Le nettoyage du moule
doit se réaliser avec soin. Nous pouvons maintenant remettre
la première moitié de notre moule
dans le bac sans fond et préparer le moulage
de la seconde moitié. Ceci implique
l’utilisation du ‘Trennspray’. Nous pouvons à nouveau apposer une
fine couche et couler le reste de la résine dans le bac.
Après l’opération de nettoyage,
nous allons cette fois préparer notre moule
pour la coulée. Nous avons besoin pour ce
faire d’un orifice de remplissage, que nous
confectionnons dans la partie supérieure
du moule. Sous le moule, l’air qui sera comprimé par le métal
en fusion doit pouvoir s’échapper. Nous
installons donc des petits canaux entre les
plateaux de tampons et la partie inférieure
du moule. Découpez au scalpel quelques
rigoles dans les deux moitiés de moules.
Nous devons veiller à ce que ce métal
puisse aisément s’écouler dans le moule.
Le talc
est le produit qui convient le mieux. Saupoudrez-en un peu sur les deux moitiés
de moules et étalez-le au moyen d’un
brosse fine.
Nous
avons aussi besoin de… métal. Des alliages d’étain et
de plomb conviennent parfaitement dans
ce but. Nous
pouvons utiliser de la soudure
d’étain. Nous disposons
d’un récipient résistant au feu, d’une
louche à manche isolé et d’une source de
chaleur. Le métal va
fondre rapidement et nous obtenons un liquide
brûlant.
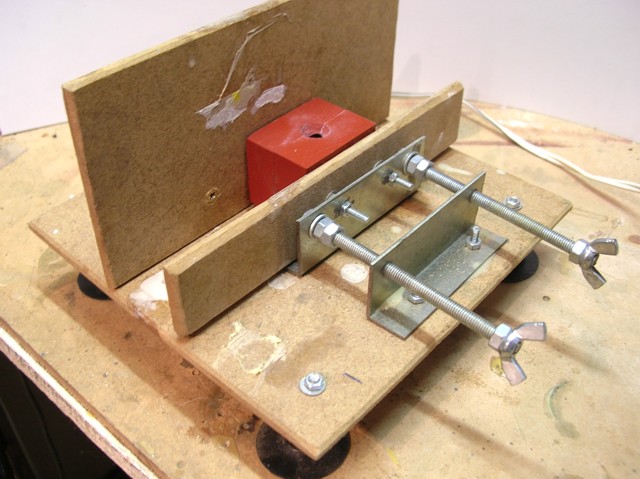
Nous pouvons disposer
le moule dans un étau. Pour être sûr que
lors de la coulée, une plaque vibrante est un
bon moyen d’aide. Cette plaque était par
ailleurs pourvue d’un étau réglable. Au fur et à mesure que vous
utiliserez la soudure d’étain plus ancienne une
couche mate plus foncée va apparaître sur
le métal fondu. Il
n’est pas si aisé de réaliser cette opération
au moyen d’une petite cuiller.
Trempez une cuiller à soupe dans le
matériau, laissez-la se réchauffer et prélevez
une quantité de métal fondu.
Versez
le métal chaud en une seule fois dans l’ouverture en
entonnoir. Le métal va très rapidement
durcir dans le moule. Tenez toutefois compte du fait
qu’il faudra laisser refroidir un peu le moule
entre deux coulées. Soyez prudent lors l’extraction de
votre pièce, car elle restera encore chaude
un bon bout de temps. Après refroidissement, nous obtenons
une pièce ayant la forme d’un bloc.
Nous pouvons éliminer le matériau superflu.
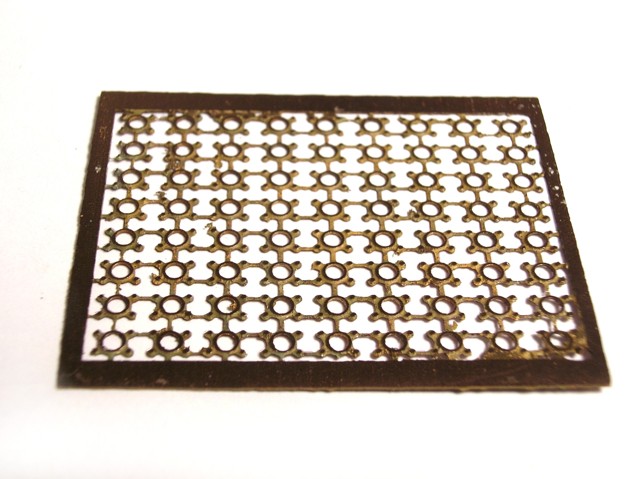
Comme déjà dit précédemment,
les plateaux de tampons seront gravés.
Après la gravure, nous devrions
obtenir une plaque telle que celle illustrée
sur la photo, et nous obtenons d’un coup
un bon nombre de plateaux pour tampons.
Cela n’est donc pas gênant si l’un d’entre
eux est moins bien gravé.
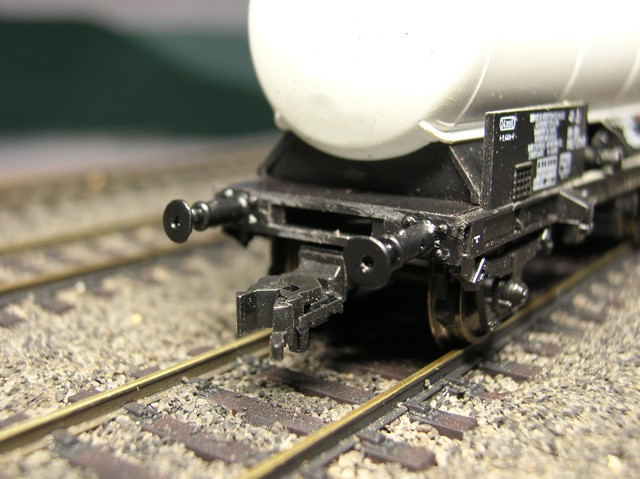
Afin d’illustrer le placement de
ces tampons, nous avons désigné un wagon qui avait perdu les siens. Nous éliminons
les restes des tampons. Nous forons
ensuite un trou de 2 mm de large à l’endroit
voulu. Le placement des tampons avec
leur plaque de base en laiton sur la traverse
de tête se réalise de préférence en une seule
fois. Veillez surtout à
ce que le tampon arrondi soit bien disposé
du bon côté.
Une petite touche de peinture achève le tout.