
Souder
Cette article en trois parts apparait d'abord dans Trains Miniatures Modelismeagazine...
Mon page du web précedente: a la fin de cette page
Partie 1: Les techniques de base
Partie 2 concerne les moyens d’aide et la soudure au gaz, Partie 3 construire et utiliser un appareil à
soudure par résistance électrique
Beaucoup de modélistes pensent que la soudure est une technique qui les dépasse et pourtant, bien souder n'est vraiment pas difficile
La soudure : qu’est-ce que c’est ?
Une définition
assez large pourrait être la suivante : la soudure
est une technique selon laquelle deux
parties de métal sont fixées l’une à l’autre
au moyen d’un autre métal et d’une source
de chaleur. Cette défi nition fait par la même
occasion la différence avec d’autres techniques
de liaison :
Le collage : une des parties peut également être non métallique. La soudure est souvent
utilisée en électricité et en électronique.
La fusion : ce n’est pas un
matériau ‘étranger’ qui lie les deux matériaux,
mais ces deux derniers qui fusionnent entre
eux.
La soudure, vue en détail
Lors d’une soudure, on travaille généralement avec un métal liant d’un point de fusion relativement peu élevé. En ce qui nous concerne, il s’agit généralement d’un alliage contenant de l’étain. De l’étain pour soudure rencontre trois phases de duretés
- la phase liquide : lorsque sa température est plus élevée que le point de fusion.
- la phase plastique : lorsque le métal peut être malaxé.
- la phase solide : lorsque le métal est suffisamment refroidi.
C’est surtout la phase ‘plastique’ qui est importante, car si la soudure subit un mouvement au cours de cette phase, l’accroche des deux pièces sera mauvaise, ainsi que la conduction du courant. Un bon étain pour soudure ne présente qu’une faible marge entre sa phase liquide et sa phase solide, ce qui réduit le risque d’une mauvaise liaison.
Passons maintenant en revue les différentes
sortes de produits de soudure.
De la soudure dure
Il s’agit d’un matériau présentant un point de
fusion relativement élevé, de 500 à 800°C. Ce type de soudure est utilisé en plomberie et surtout
en joaillerie et dans l’industrie spatiale.
La
source de chaleur est
parfois un fer à souder électrique à grande
puissance, ou plus souvent la flamme d’un
brûleur.
La soudure douce
Il s’agit de la soudure utilisée par les modélistes
dans la plupart des applications. Auparavant,
c’était un alliage de plomb et d’étain
qui était utilisé. C’est le rapport entre les métaux
qui déterminait le point de fusion de ces
alliages:
Type |
% étain |
% plomb |
Fusion (°C) |
50/50 |
50 |
50 |
220 |
60/40 |
60 |
40 |
190 |
63/37 |
63 |
37 |
180 |
Depuis que nous sommes tous devenus plus préoccupés par l’environnement, la législation internationale a également évolué. Le plomb présente pas mal de risques pour la santé et doit être évité le plus possible, également dans les techniques de la soudure. Les montages électroniques réalisés à échelle industrielle doivent désormais également être fixés à la soudure sans étain, et l’hobbyiste que nous sommes devra sans doute suivre dans un futur proche… Le plomb est donc remplacé dans les nouveaux alliages, ce qui a fait augmenter leur point de fusion.
Le flux
Lors de toute soudure, il est fait usage d’un
produit mouillant, encore appelé ‘fl ux’. Il
peut s’agir de résine synthétique (comme de
la purine) ou d’un liquide (comme de l’acide
chlorhydrique).
Quel
est l’effet de ce flux? Faire couler
votre étain de soudure, obtenir un meilleur contact avec les pièces
que vous voulez souder entre elles. Mais ce n’est pas son unique fonction : ce
produit mouillant est la plupart du temps
constitué d’un acide qui dissout les oxydes lorsqu’il est porté à
température. Comme il s’agit d’acide et que le
métal peut en être attaqué, les restes de ce
produit doivent être éliminés.
Une bonne soudure?
Heat: Is nescessary to get the right temperature for the metals you want to join, and the joinig alloy you apply. The temperature shouldn't be too high, as this causes oxidation, and eventualy burning. Ideally, the temperature applied is about 10 degrees higher then the alloy's melting point.
Hold it Don't move a joint while the solder cools down.. Especialy during the "plastic fase" any movement means damage. Use clamps or try to speed up the solifying proces by cooling the largest soldered part.
Clean work A third cause of bad joints is pollution. Each "alien" material causes an alloy to not harden homogenically. Degreasing, polishing, .... are mandatory.
Rust? Not unlike other pollution, metal-rust is a hazard. Clean everything, and let the flux take care of oxidation during heating.
La chaleur: L’étain de soudure
n’adhérera qu’après que les deux pièces
métalliques à souder ET l’étain soient suffisamment chauds. Par contre, un surplus
de chaleur est aussi un inconvénient.
Idéalement, votre source de chaleur doit être
d’une température d’une dizaine de degrés
plus élevée que la température de fusion de
votre produit de soudure.
Ne pas toucher! évitez tout mouvement pendant le durcissement
de l’étain de soudure. Pendant la phase ‘plastique’, la liaison
doit absolument rester immobile. Il est
toutefois possible d’accélérer la coagulation
de la soudure en refroidissant une grande
partie des pièces en cause.
Du bel ouvrage… La troisième cause
d’une mauvaise soudure est la saleté. Toute
poussière ou corps étranger contenu dans
l’étain empêche un durcissement homogène
de la soudure. Dégraisser,
poncer légèrement et polir sont des
opérations à prévoir.
De la rouille? En
effet, l’oxydation ou la rouille est une forme
de pollution. Pendant le réchauffement,
des oxydes peuvent également se dégager,
mais cela n’empêche pas le bon fonctionnement
du liant.
Le fer à souder
Pour souder, vous avez besoin d’une source
de chaleur, qui peut être un fer à souder (la
plupart du temps, électrique), une lampe à
souder (à gaz) ou un dispositif particulier,
comme un appareil à souder à résistances.
Quant à la
gamme des fers électriques, nous n’en traiterons que les
principales sortes ci-dessous.
Le pistolet à souder: Cet appareil n’est généralement constitué
que d’un solide transformateur et d’un interrupteur.
Le courant est en quelque sorte courtcircuité
dans la pointe du pistolet, où se dégage
ainsi une très grosse chaleur. Nous déconseillons
ce type d’appareil aux débutants,
surtout suite à leur dégagement de chaleur
trop important.
Le fer à souder:
Cet appareil ne possède généralement pas
d’interrupteur, mais un élément chauffant qui
porte la pointe à température, lentement mais
sûrement. Pour
souder, une
puissance de 25 W est la plupart du temps
suffisante, les appareils de plus de 50 W
sont la plupart du temps trop puissants pour
des applications en modélisme. Parmi les fers
susceptibles de nous intéresser, il existe des
versions dont la pointe est interchangeable. Ces appareils ne sont
pas trop chers, et – moyennant un bon entretien – durent longtemps.
Le poste à souder: Un poste à souder est
en fait un fer à souder,
mais pourvu d’un réglage de la température. Pour les fers de ces postes à souder, plusieurs sortes
de pointes sont généralement disponibles. Un
autre avantage d’un poste à souder est que le
fer est habituellement d’une plus grande puissance
(50 Watt ou plus) et qu’il se porte plus
rapidement à la température désirée. Finalement, cet appareil
est plus cher, mais il
s’agit d’un achat unique, moyennant une utilisation
raisonnée..
L’entretien d’un fer à souder
Quelque soit le type de fer à souder
que vous utilisez, la pointe en est le plus importants et pour garantir un
bon résultat, elle se doit d’être en condition
optimale, à savoir : intacte et propre.
Ne pas endommager! Imaginez : vous
venez de fixer une pièce par une soudure,
mais cela ne se trouve pas à la bonne place.
Vous pourriez alors penser à réchauffer à
nouveau cette soudure et utiliser la pointe
comme ‘pointe chaude’ pour bouger l’élément
de place ou pour le dégager. Le matériau
du noyau de votre fer à souder est toutefois
souvent fait de métal très doux, choisi
surtout pour sa bonne conductibilité de la
chaleur, mais pas pour servir de… marteau.
La
pointe est formé d’une couche de l’argent. Ce revêtement
veille à ce que des oxydes ne puisse pas se mélanger à l’étain
pour soudure.
Le nettoyage et le maintien
Le nettoyage de la pointe se réalisera de
préférence au moyen d’un chiffon rêche et
humide. Humidifiez le textile
avec un peu d’eau courante et tordez-le bien.
Un linge trop humide provoque en effet un
refroidissement trop rapide, ce qui peut occasionner
une avarie à votre pointe de fer.
Le produit mouillant n’assure
pas seulement une bonne diffusion de
l’étain,
mais protège également la pointe de
votre fer. Prenez l’habitude pour cette raison
de nettoyer votre fer juste avant de souder, et
non après.
 |
 |
Au boulot!
Nous allons commencer par deux souder deux fils entre eux. Il s’agit d’une opération très simple, qui aidera les débutants à surmonter leur éventuelle anxiété
Un étamage préalable ?
Lors d’un étamage, nous appliquons une fine couche de soudure séparément sur chaque surface métallique à souder. Ceci peut constituer une bonne préparation pour une soudure ultérieure, surtout pour de plus grandes pièces. Comment faire ? C’est très simple : faites chauffer votre bout de fer, appliquez-y un peu de soudure à la résine sur la pointe et chauffez votre pièce avec le tout. Lorsque le métal sera devenu chaud, vous appliquez un peu plus d’étain sur le métal et vous réchauffez jusqu’au moment où l’étain s’est bien diffusé. Ensuite, vous laisserez le tout se refroidir. Vous remarquerez d’inévitables restes de flux, mais ceux-ci peuvent facilement être éliminés par brossage, ou au besoin, frottés avec un peu d’acétone.
 |
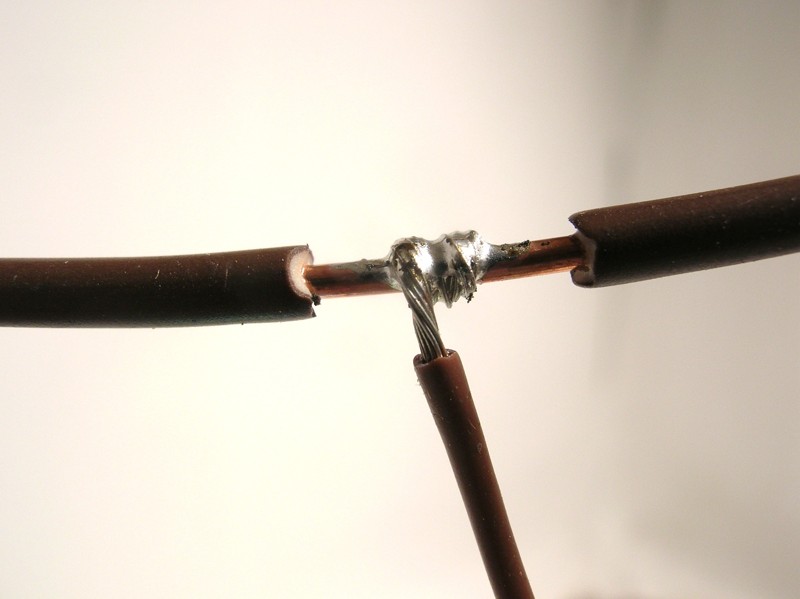 |
Deux extrémités de fils
Il s’agit sans doute de la soudure la plus fréquenteà effectuer, dans notre hobby. Les fils que nous voulons
relier ont une gaine isolante en plastique, que
nous devons enlever au moins sur un demi-centimètre
de longueur. Si votre fil électrique est
composé de fins brins torsadés, il est d’abord
nécessaire de les rassembler, un peu comme
si vous les vissiez ensemble. Nous allons
maintenant plier quelque peu cette extrémité
de fil, de façon à pouvoir accrocher les extrémités
l’une derrière l’autre, pour qu’il se
forme une franche liaison mécanique entre
les deux.
Faites
fondre un petit bout d’étain sur le bout de
votre fer et réchauffez votre liaison au moyen
de ce bout d’étain en fusion. Une fois que
vos extrémités de fils seront assez chaudes,
vous pouvez y ajouter un peu de soudure à la
résine, qui va aller couler et se répartir dans le
noeud des fils. Enlevez le bout du fer et laissez
durcir la soudure. C’est simple, non?
Souder un fil à un autre, plus gros
Il s’agit d’une autre situation qui se présente régulièrement lors du câblage d’un réseau: une dérivation du courant électrique. Ne coupez pas le câble principal, mais enlevez-lui sa gaine d’isolation à l’endroit où vous voulez réaliser la dérivation. Lorsque votre câble d’alimentation aura été dénudé ainsi sur une longueur d’un centimètre, enroulez-y l’extrémité de votre fil de dérivation.Une touche d’étain, réchauffement de l’endroit à souder, ajout de la soudure à la résine et après fusion de cette dernière, refroidissement de la pièce soudée.
 |
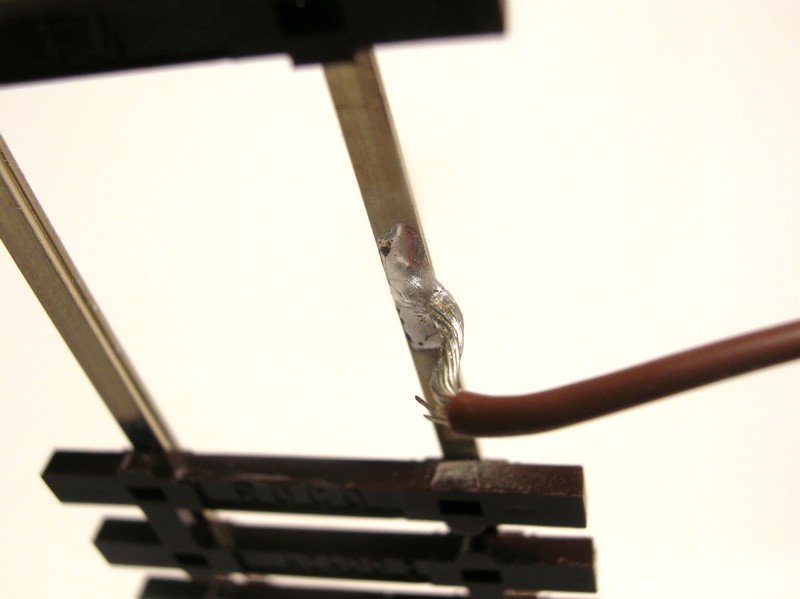 |
Un fil à un rail
Il s’agit également d’un type de soudure devant être régulièrement pratiqué sur un réseau
modèle si vous voulez un bon câblage. Pour des
rails constitués de maillechort ou de laiton,
ce type de soudure peut se réaliser avec de
la simple soudure à la résine, mais pour des
rails en acier (inox), il vous faudra utiliser un
produit mouillant adapté (du S-39 pour l’inox,
par exemple).
Lorsque les voies ne se trouvent pas
dans une partie visible du réseau, la soudure
ne doit pas nécessairement être belle d’aspect,
mais uniquement fonctionnelle. Vous pouvez
ainsi souder votre fil d’alimentation sur la face
extérieure du rail, entre son patin et sa tête.
Un étamage
préalable est conseillé, mais pour une question de chaleur: du matériel
supportant difficilement la chaleur se trouve
en effet à portée.
Lorsque les rails sont par contre situés
dans une partie visible du réseau – mais
doivent encore y être posés – effectuez alors la
soudure sur la partie inférieure du patin du rail. Découpez le travelage et écartez les traverses à proximité de l’endroit où
vous allez réchauffer.
 |
 |
Comment réaliser un branchement électrique sur un rail visible sur une partie déjà achevée d’un réseau? Nous éliminons la petite patte au moyen d’un couteau affûté et allons la remplacer par une liaison électrique. Juste à côté du patin du rail, forez un petit trou vertical d’un mm (ou moins, selon le diamètre du fil utilisé) à travers la traverse et l’assiette de la voie. Découpez maintenant un petit disque d’un demi-millimètre de soudure à la résine. Disposez ce disque sur le patin du rail, et fixez-le avec le fil plié que vous aurez introduit entre-temps dans le trou foré. En poussant maintenant le bout de votre fer à souder bien chaud sur le petit fil, l’étain fond, réchauffe également le rail et la soudure est ainsi réalisée. Après refroidissement et nettoyage, une petite touche de peinture sur le tout rendra ce raccord invisible.
Part 2: Les moyens d’aide et la soudure au gaz (TMM88)
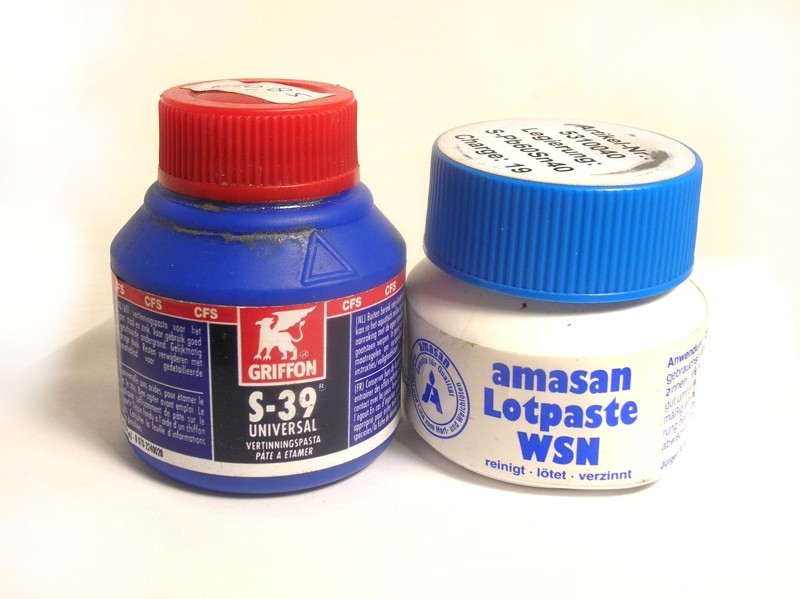
Help for solder: Liquifying
Ce moyen d’aide doit encore être plus
explicité. Si vous examinez la consistance des
agents mouillants, elle est de deux sortes: liquide
ou graisseuse (résine). Ils ont une caractéristique
commune: ils sont acides. Cet acide sert à
combattre la pollution sous forme d’oxydes
(la rouille) et à l’éliminer. L’agent mouillant
peut être contenu dans l’étain de soudure – comme dans la soudure à la résine, mais peut aussi être ajoutée séparément.
Du liquide pour soudure –
un agent mouillant liquide.
Il existe du liquide pour soudure contenant
du borax, du vitriol, ... mais la plupart du temps, il s’agit d’un
acide organique. Inutile de dire que ces produits sont terriblement
agressifs pour les métaux utilisés. Le
nettoyage sera de préférence réalisé avec de
l’eau chaude et un peu de soude caustique,
ou éventuellement une solution à forte teneur
en savon. Soyez prudents: de tels acides
peuvent occasionner de graves brûlures. En cas de contact avec la peau, rincez directement
et abondamment la peau à l’eau, et
après ce premier soin, consultez un médecin,
en cas du moindre doute.
La graisse pour soudure –
La purine et d’autres résines La graisse pour soudure
est moins liquide et souvent plus collante,
raison pour laquelle ce produit reste mieux
en place. Ceci constitue surtout un avantage
lorsque la soudure à réaliser se situe à un
endroit où un écoulement du produit est à
craindre.
Pourquoi et comment utiliser
un agent mouillant?
Si de tels agents mouillants sont déjà intégrés
dans des produits prêts à
l’emploi, pourquoi dès lors encore décrire? Pour deux
raisons: votre soudure peut être ‘ratée’ et vous pouvez utiliser un
tel agent mouillant comme préparation pour
une soudure. Hélas… L’agent mouillant est épuisé après
cinq secondes à peine de chauffe. Ce sont
les soudeurs débutants – mais aussi
les soudeurs plus expérimentés devant réaliser
une soudure difficile – qui désirent voir
ce court laps de temps augmenté. Le résultat de cette trop longue mise à température est
une soudure contenant encore des oxydes
et qui est donc mate et cassable. On a alors
tendance à y ajouter de la soudure à la résine,
alors qu’en fait, ce n’est pas de l’étain
qu’il faut y ajouter, mais de l’agent mouillant!
En pratique, cela veut dire: chauffe, ajout de
l’agent mouillant, fusion des pièces et refroidissement
progressif.
Au titre de préparation à la liaison par soudure,
tenez compte du fait que vous
devrez alors éliminer plus de restes d’acides,
par après. La
graisse ou la résine est appliquée au moyen
d’un cure-dents, et le liquide au moyen d’un
vieux pinceau.
 |
|
Un autre type de soudure: la pâte à souder
Brièvement, la pâte à souder est un mélange
d’étain très finement moulu et d’un
agent mouillant, dont la consistance est fonction du type d’agent
mouillant utilisé et de la concentration en étain. Comme il s’agit d’un mélange, il est donc indispensable
de bien agiter ces mélanges pâteux
avant de les utiliser.
La pâte à souder est essentiellement
utilisée lors des assemblages (industriels) de
platines électroniques. Cherchez le mot-clé‘soudure par reflow’ sur internet et vous en
saurez beaucoup plus.
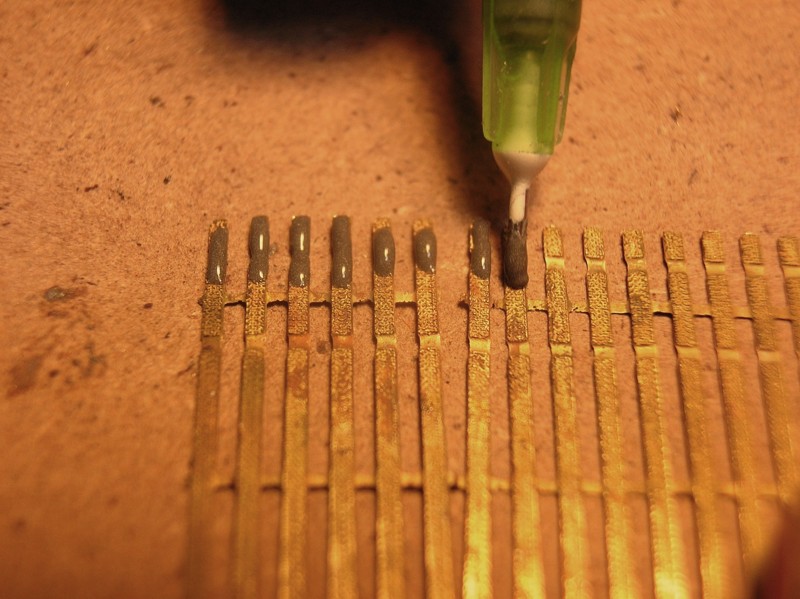
La pâte pour soudure est toutefois également
utilisable en modélisme, l’application la
plus simple étant l’étamage de surfaces. Sur la photo, vous
voyez une méthode d’application au moyen
d’une petite seringue d’injection, sur laquelle
une petite aiguille sciée d’épaisseur moyenne
a été placée. La manière la plus simple de travailler pour
l’étamage proprement dit est d’utiliser un petit brûleur à gaz.
Les sortes de pâte à souder les plus épaisses
sont parfaitement utilisables pour réaliser des
soudures entre des éléments qui s’ajustent
les uns aux autres. Pensez par exemple à une
liaison que vous réaliseriez avec de la colle
contact, mais qui devrait être conductrice de
courant. Dans ce dernier cas, nous pensons par
exemple à des plaques d’imitation de rivets
pour un mât en ferronnerie.
 |
|

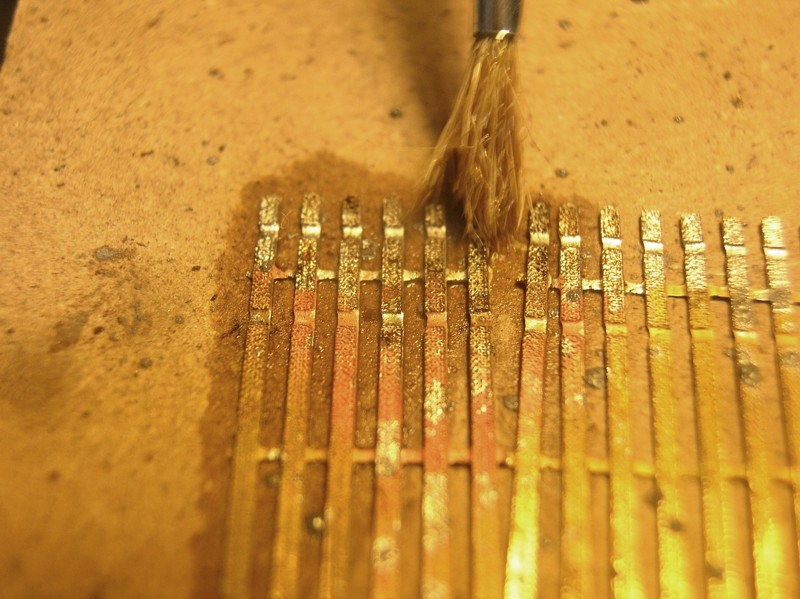
Le nettoyage de la pointe du fer
Le ‘petit’ entretien de la pointe de votre fer
vous a déjà été explicité: juste avant chaque
soudure, essuyez la pointe avec un chiffon
humide et rugueux. Après la réalisation de
votre soudure, il est déconseillé par contre
de le nettoyer directement, car les traces de
flux subsistantes forment une couche de protection.
Cette protection n’est toutefois pas éternelle, certainement si vous maintenez
votre fer chaud pendant un long moment
(en ayant oublié de l’éteindre, ce qui arrive à
tout le monde…), auquel cas la couche peut
brûler et nécessitera un nettoyage beaucoup
plus approfondi. Poncer ou limer est hors
de question, à moins que vous ne disposiez
d’une pointe sans couche de protection. De
telles pointes à souder en cuivre existent,
mais sont rares. Après nettoyage, il faudra à
nouveau étamer.
La plupart des pointes de fer à souder sont
par contre recouvertes d’une couche extrêmement
fi ne – et fragile – d’argent. Si vous
nettoyez cette couche avec du papier abrasif
ou une petite lime, vous y provoquerez des
rayures. Il existe des alternatives plus heureuses,
dont certaines très bon marché, pour
obtenir une pointe de fer très propre. Nous
allons distinguer les techniques mécaniques
et les techniques chimiques.
Le nettoyage mécanique
- Des copeaux de cuivre (résultat d’usinage
de métal). Il n’est pas nécessaire de tourner
une barre de cuivre pour en obtenir: de tels
copeaux extrêmement fi ns de ce métal très
doux sont disponibles dans le commerce. En
frottant cette pointe de soudure dans cette‘éponge’ relativement douce, vous obtenez
un nettoyage approfondi, et votre pointe
n’en souffrira que peu.
- Du carton (un bout de déchet de carton
ondulé ou du carton d’emballage). Insérez
votre pointe de fer chaude avec un fort
mouvement dans un bout de carton épais et
les restes de carbone et d’autres matières se
détacheront d’une manière douce. Répétez
plusieurs fois cette opération et votre pointe
de fer sera comme neuve.
Le nettoyage chimique
Une pierre d’alun: c’est une matière alcaline,
qui neutralise les traces résiduelles d’acide. La
solide pierre – qui est au fond très douce – assure
l’abrasion nécessaire lors du nettoyage.
De la pâte décapante: un gel alcalin que vous
appliquez sur votre bout de fer et laissez agir
quelque temps. En ce qui concerne cette dernière
méthode, nous voulons quand même
insister sur le fait que vous ne pouvez y avoir
recours que lorsque c’est vraiment nécessaire,
car le risque de dommage de votre pointe
n’est pas si négligeable. Eviter toute souillure
par un bon entretien ‘journalier’ reste le
moyen le plus important pour maintenir son
outillage le plus longtemps en état de servir.
Après un tel nettoyage, la pointe du fer doit à nouveau être étamée avant d’être prête à
effectuer une nouvelle soudure.
.
"Everyday" maintenance is expalined above: rubbing the tip to a moist, not too soft piece of cloth is OK. Suppose you've forgotten this, or forgot to shut off your iron, its tip can be burned and you'll need a "stronger" way to clean it. Remembering an iron's tip mostly has a vulnarable silver couting, don't be too agressive...
Mechanical cleaning: Brass curls (from using a lathe?) is a relatively soft "spunge" but is more abrassive then a rough cloth. A softer, cheap material is packaging cardboard. Press your hot soldeing tip through it several times, and flux residues are brushed of in a gentle way.
Chemical cleaning: A salmiak stone. This solid - but not hard - material is alcalic, and neutralizes the flux acids. Any high-pH fluid is possible, but remember that these can also cause corrode metals. Preventing is still the best way to go.
Des petits supports...
pour le fer: Vous avez
besoin d’une place où vous pourrez déposer
votre fer brûlant en toute sécurité. Nous connaissons
des gens qui utilisent à cet effet un ancien
cendrier en verre, garni d’un bout de feutre
humide.
Bien entendu, divers types de supports sont également disponibles dans le commerce. Lors de son achat, veillez à ce
que le support puisse reposer de façon stable
sur votre plan de travail, que la pointe du fer
repose vers le bas et qu’un feutre soit présent,
ce dernier devant être facilement remplaçable
et humidifié.
pour la pièce a souder:
Lors d’opérations de soudure, vous rencontrerez
souvent des situations au cours desquelles
il vous manque… des mains. Mais ce n’est pas tout: lors d’une soudure, on
parle par définition de deux pièces à souder,
et deux mains sont donc nécessaires rien que
pour les maintenir chacune: il vous faudrait
donc… une troisième main pour tenir le fer,
et peut-être même une 4ème pour apporter
l’étain de soudure et l’agent mouillant!
pour la fixation:
Ce ‘troisième main’
peut consister simplement en un bout d’adhésif
sur lequel vous aurez fixé votre pièce sur le plan de travail.
Nous allons citer
une autre pièce d’outillage aisément disponible
dans le commerce. Il s’agit de deux
pinces crocodiles qui peuvent être fixées selon
différentes positions. Une telle ‘troisième main’ est souvent pourvue d’une
petite loupe: ce dernier accessoire est particulièrement
utile pour des pièces minuscules
et pour une vue… déclinante.
 |
|

Si vous devez réaliser régulièrement le même type de soudure, un moule ‘fait maison’ est alors à envisager. Le plus bon du matériau c'est dont les platines électroniques sont constituées, mais vous pouvez également l’acquérir sans une couche de cuivre. Il est disponible en plaques de différentes épaisseurs, est relativement résistant à l’usure, est facile à découper et à coller (à la colle instantanée)
Comment dessouder?
Pour défaire une soudure, il faut en premier lieu veiller à éliminer le plus possible la soudure. Réalisez cette opération en aspirant l’étain fondu, ce qui peut se réaliser au moyen de deux ustensiles: une petite pompe d’aspiration ou une chandelle.
 |
|

La soudure au brûleur à gaz
Pour porter des pièces à souder à température élevée, le gaz présente quelques avantages: la source de chaleur peut facilement trouver place dans l’appareil lui-même, ce qui le rend plus mobile. Un autre avantage est la température maximale atteinte. Une température élevée de la source de chaleur fait que votre pièce à souder est plus rapidement portée à bonne température. Le temps peut être un facteur important, surtout lorsque la soudure à réaliser se trouve à proximité immédiate d’une autre soudure déjà réalisée. Une autre conséquence de cette haute température est que la pointe du fer est plus rapidement chaude et que l’appareil est donc plus rapidement prêt à l’emploi. Le gaz utilisé dans de tels appareils est la plupart du temps du gaz pour briquets.
Qu’existe-t-il déjà comme fers à gaz?
Tout comme dans le domaine des fers électriques,
de nombreuses nouveautés sont à
noter sur le marché et le nombre de modèles
disponibles croît sensiblement, surtout
ces derniers temps. Dans les faits, il y a deux sortes de fers à gaz:
des brûleurs à flamme nue et ceux qui
chauffent un point de soudure. Une flamme
nue est en outre un excellent moyen
pour étamer des surfaces.
Vous pouvez trouver un petit brûleur à
flamme nue chez Conrad (réf. 433586). Il s’agit en fait
d’un petit appareil qui peut être comparé à
un allumeur classique.
J'ai fait
l’acquisition d’un appareil de classe moyenne,
surtout pour la présence des nombreux
accessoires qu’il propose. Vous pouvez également
utiliser cet appareil sans le moindre
embout, et vous disposez alors d’un ‘lanceflammes’ réglable. La taille de cette flamme
ne permet alors que d’étamer de grandes
surfaces.
Utiliser un fer à souder au gaz
Avant la première mise en service, il faut d’abord remplir le réservoir. Utilisez pour ce faire le gaz le plus pur pour apporter le moins de souillures possible sur la soudure. Ce gaz est disponible dans de nombreux magasins. Il s’agit d’aérosols pourvus dans la plupart des cas de plusieurs types d’embouts dans le bouchon. Après remplissage, laissez ce combustible se ‘stabiliser’. L’allumage de la flamme se déroule en principe dans l’ordre suivant: ouvrir l’admission du gaz au volume minimal, provoquer une étincelle pour allumer le gaz et attendre un peu pour que la sécurité interne veille à un débit constant. Contrairement à un poste de soudure électrique, il n’est pas possible d’obtenir un réglage de la température avec un fer à souder à gaz.
 |
|

L’étamage de surfaces
Pour ce faire, une pâte à souder (voir ci-dessus)
est la plus facile à utiliser. Veillez à ce que
le mélange étain/ agent mouillant soit mélangé
de façon homogène et appliquez-le sur la
surface à étamer au moyen d’un cure-dent
ou – pour des surfaces plus grandes – à la
brosse à dents déclassée. Cette surface peut
alors être chauffée avec la flamme nue, mais
pour des surfaces plus réduites une pointe à
souder peut également être utilisée.
Après cet étamage les restes de votre
agent mouillant sont restés parmi l’étain à
souder.
Trempez dans un bain chaud dans lequel
un peu de soude caustique a été diluée. Ce qui est également
possible est de frotter les surfaces
avec de l’acétone.
La soudure de profilés Pour cet exemple, nous utilisons une pâte à souder très épaisse, déposé juste à côté de la
soudure à réaliser.
Nous chauffons maintenant très localement à l’endroit de la soudure, en visant surtout la
partie de la plus grande des deux masses. L’avantage de la flamme est sa chaleur intense,
qui peut donc être courte.
Part 3: La construction et l'utilisation d’un appareil à
soudure par résistance électrique (TMM89-90)
Comment cela fonctionne-t-il ?
Pour la soudure électrique, un courant électrique doit traverser la pièce à
souder. Dans la pièce à
souder, ce courant est transformé en chaleur’. Mais explicitons
d’abord quelque peu ce concept. Lorsqu’un
courant électrique traverse plusieurs matériaux, il y en a toujours un parmi eux qui
conduira moins bien ce courant. Si ce mauvais
conducteur est traversé par un courant électrique, il s’échauffera. C’est cette propriété électrique qui
est utilisée lors de la soudure par résistance électrique. Nous allons faire circuler un courantà travers un conducteur de moins bonne
qualité, qui sera disposé à l’endroit voulu. Ceci veut également
dire que le courant que nous allons
fournir doit parvenir à cet endroit sans résistance.
 |
En fonction des propriétés électriques
du moins bon conducteur présent dans le circuit,
le courant devra alors être suffisamment
important que pour dégager assez de chaleur
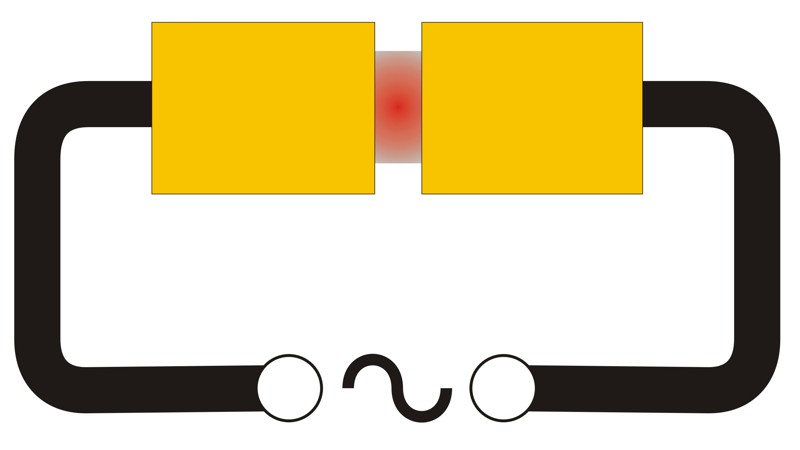
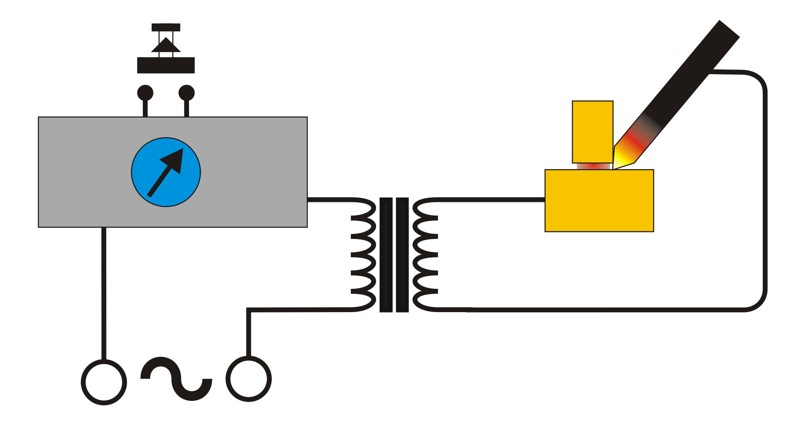
dans cette ‘résistance’ ainsi constituée. La source de courant conduit un courant électrique à travers la pièce à souder. A l’endroit
où l’étain se trouve et où la soudure doit être réalisée, la résistance électrique doit être
maximale pour dégager un maximum de
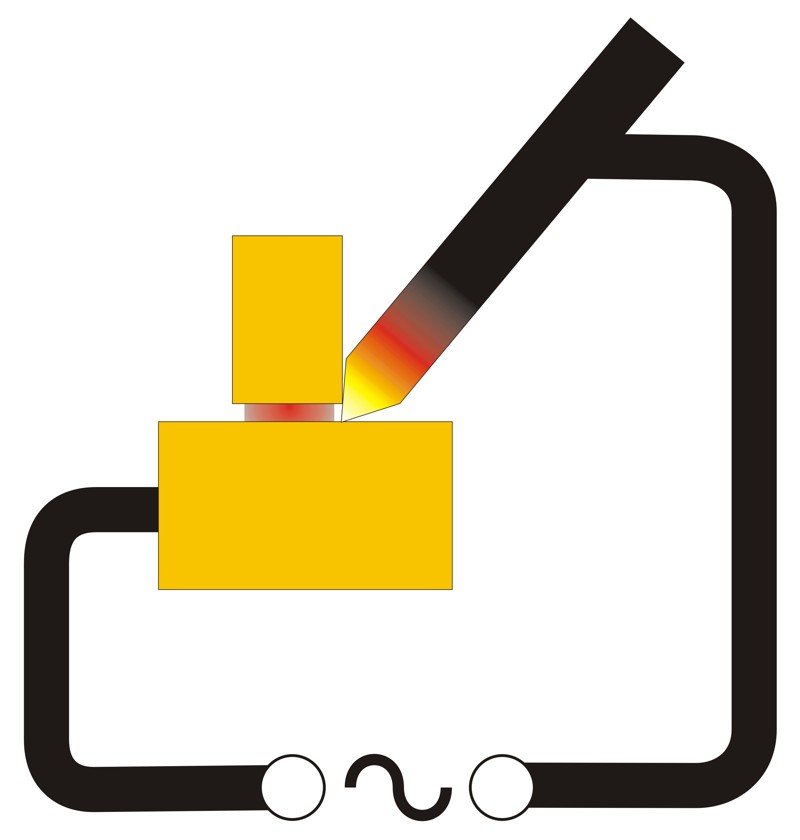
chaleur à cet endroit. Une méthode alternative utilise un
moins bon conducteur de courant comme
un des pôles de la source de courant. Toute
la pièce – ou du moins, une grande partie
de celle-ci – qui doit être soudée est reliée à
l’autre pôle de la source de courant. Lorsque
le courant passe, le ‘plus mauvais’ conducteur
va alors s’échauffer et transmettre cette
chaleur à la pièce à souder.
Avantages et inconvénients Quel est l’avantage? La rapidité avec laquelle la soudure se
réalise. La préparation pour une bonne soudure
(nettoyage, etc.) dure tout aussi longtemps,
mais la chauffe et donc, la soudure
proprement dite se réalise très rapidement. Cette rapidité évite que des soudures présentes à proximité ne s’échauffent et ne se désolidarisent.
Sur des superficies relativement réduites,
il est ainsi possible de fabriquer des constructions
complexes. Un gros inconvénient par contre est constitué
par le courant électrique qui doit traverser
la pièce à souder, raison pour laquelle cette
technique ne convient pas pour souder des
composants électroniques.
Que peut-on attendre d’un appareil à soudure électrique?
- Pour commencer, l’appareil doit être capable de délivrer suffisamment de courant, afin de pouvoir également souder des matériaux relativement bons conducteurs de courant.
- Le courant doit être réglable. Finalement, ce dernier est fonction de la résistance électrique totale du circuit et de la rapidité avec laquelle vous voulez pouvoir souder.
- L’appareil doit être apte à pouvoir souder des deux manières telles que décrites dans les schémas précédents;
- Les électrodes (les conducteurs qui mettent la pièce à souder ‘au courant’) doivent convenir pour plusieurs formes.
- L’ensemble doit bien entendu être totalement
sûr et facile d’utilisation, d’un point de
vue électrique..
 |
|
Le concept de notre appareil à souder par résistance
Un solide transformateur réduit la tension du réseau 220 V en une basse tension, mais d’un courant inversement élevé. Avant ce transfo, nous placerons un dimer, grâce auquel la tension d’entrée pourra être réglée, et donc le courant de sortie. Dans le montage de ce dimer, nous prévoyons également un interrupteur, grâce auquel nous pouvons débuter ou interrompre le processus de chauffe à notre guise.
Construisons un appareil à souder par résistance
Veillez à ne pas économiser sur la qualité ni sur la fiabilité des pièces!
|
Pour le régulateur (dimer)
|
Pour les câbles et leurs raccords
|
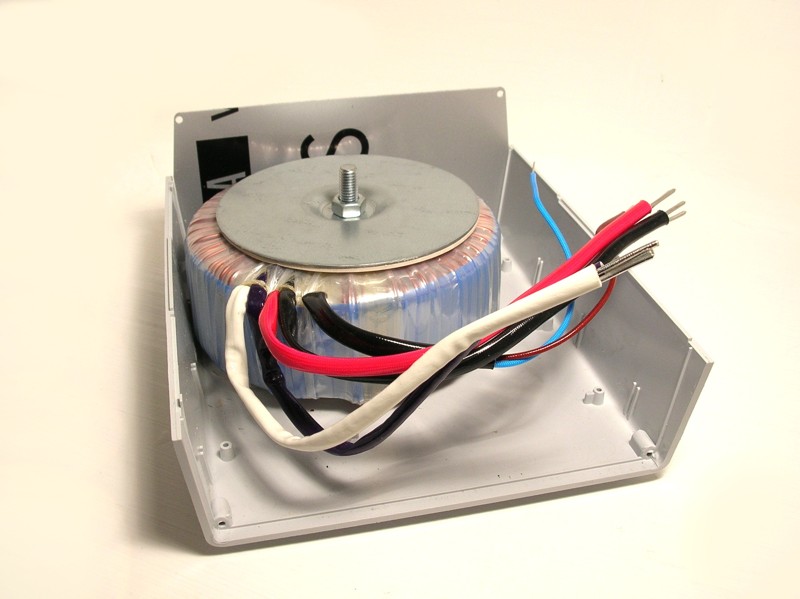
Débutons maintenant l’assemblage
de l’appareil. L’élément constitutif le
plus important – et le plus cher – en est le
transformateur. Nous utilisons
un transfo d’une puissance
de 400 VA, qui délivre une tension de sortie
de 12 V sous… 33 Ampère! Lors des opérations de soudure, la sortie de
ce transfo sera court-circuitée, ce qui doublera– voire triplera – l’ampérage délivré.
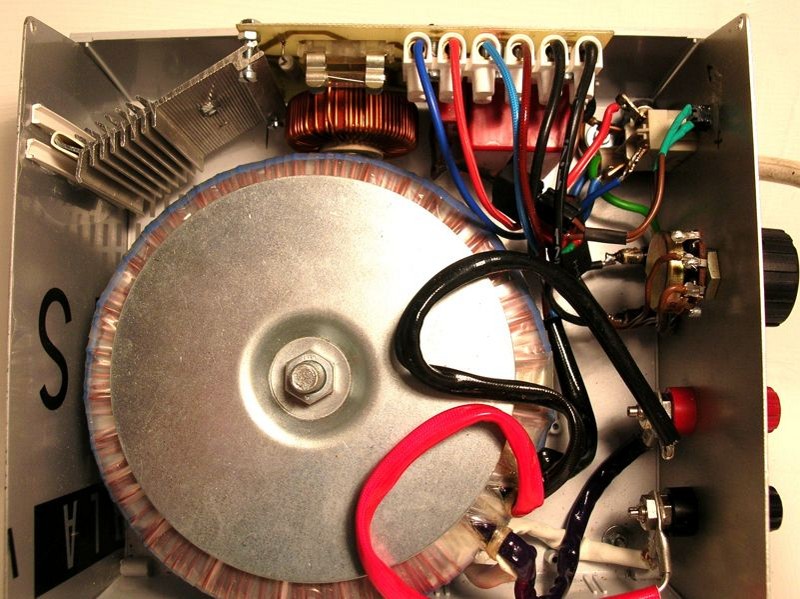
Une fois que nous avons trouvé ce transformateur,
nous pouvons nous mettre à la recherche
d’un boitier,qui ne doit
pas être plus grand que le transfo: les autres
pièces ne prennent pas beaucoup d’espace.
La manière selon laquelle vous disposez vos éléments de commande sur le panneau frontal
est une question de goût personnel, mais
tenez quand même compte de la disposition
des pièces dans le boitier et veillez à la facilité
d’utilisation. Les raccords pour la tension de
sortie doivent être dimensionnés pour des
courants élevés.
Ne rognez pas sur leur qualité,
mais optez pour du matériel de qualité.
 |
|
Une vue sur la partie arrière du
panneau frontal montre les fils du secteur,
entretemps raccordés. Veillez à un raccord
correct et sûr.
Les gros câbles de sortie du transformateur
sont raccordés aux bornes que nous
avons disposées sur la paroi avant et auxquelles
nous allons tantôt raccorder les fiches-bananes.
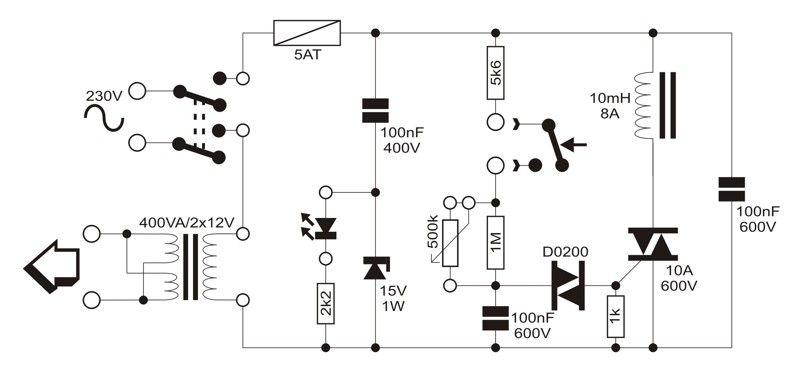
Examinons maintenant le schéma électronique de notre dimer ‘fait maison’.
Ce dimer doit être capable de faire:
réguler des courants importants de
notre transformateur. L’enclenchement et le
déclenchement de tels courants provoquent
des tensions d’induction qui sont beaucoup
plus élevées que celles du réseau électrique!
Lors de ces opérations, le transformateur
génère lui-même une tension, raison pour laquelle
les Triac et les condensateurs (visibles à
droite sur le schéma) doivent pouvoir résister à
une tension minimale de 600 V.
Le fusible lent (à gauche en haut du schéma)
de 5 A protège l’étage de sortie de toute surcharge.
 |
|
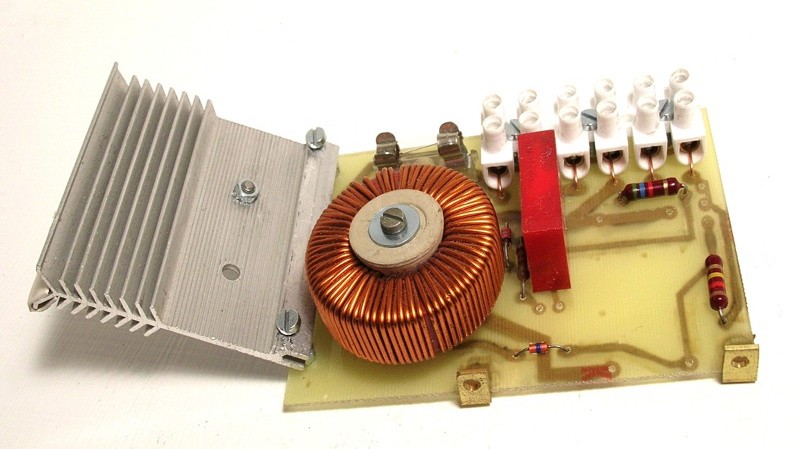
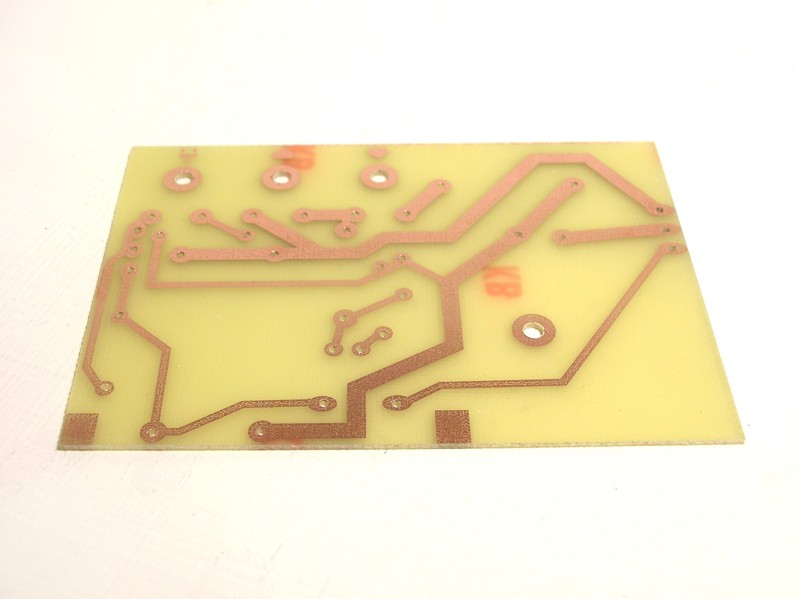
Une platine électronique ‘gravée maison’ rend l’assemblage plus facile. L’étage de sortie du dimer doit pouvoir résister à des courants importants, raison pour laquelle il doit être refroidi.
 |
|

Le petit circuit imprimé du montage électronique est prêt et installé. En disposant
des ‘sucres’ par-dessus, les liaisons avec
les autres éléments dans la boîte seront plus
faciles et plus sûres à réaliser. Toutes les parties de notre platine électronique sont directement reliées
au réseau 220 V et doivent donc bien être
isolées. Il faut tout faire pour éviter l’électrocution!
Sur la paroi avant,
nous pratiquons encore une ouverture pour le
bouton rotatif. Grâce à un multimètre vous mesurez
la tension de sortie. En regard de différentes
positions du potentiomètre, tracez des traits
et mentionnez les chiffres à l’encre indélébile,
en côté du bouton rotatif.
 |
|
Après l’appareil, les moyens d’aide
Les câbles et fiches-bananes utilisées pour amener
le courant de l’appareil à la pièce à souder
doivent être de bonne qualité et résister à des
courants allant jusqu’à 50 ampères.
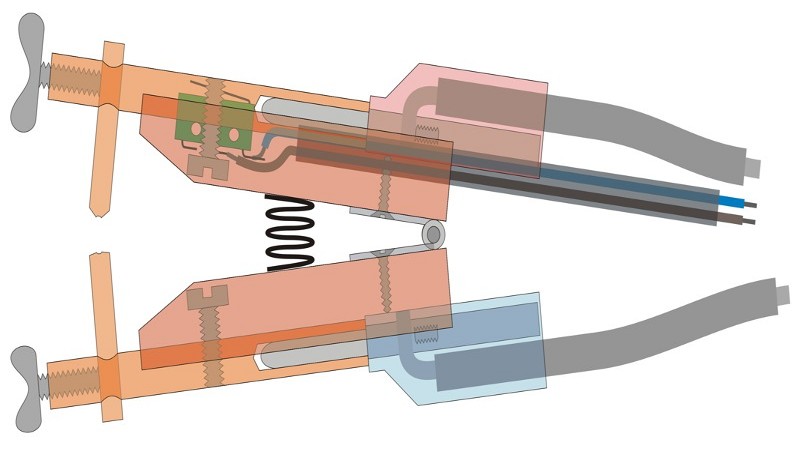
Pour de plus petits travaux de
soudure réalisés à des profilés fins en laiton,
nous réalisons nous-mêmes une pince. Chaque moitié de cette pince reçoit un
pôle de notre source de courant, dans lequel
différents modèles de points de contact peuvent être vissés. Les deux pôles sont isolés par
des blocs de bois, qui peuvent être poussés
l’un contre l’autre par un ressort. Un petit interrupteur
sur cette pince peut servir pour un
interrupteur à pédale.
 |
|
En ce qui nous concerne,
nous avons utilisé pour chaque partie en bois
de deux chutes de MDF de 6 mm d’épaisseur,
que nous avons fraisées à bonne forme.
A l’extérieur, nous réalisons à chaque fois une
rainure maintenue en place au moyen d’un
bout rond en laiton de 10 mm d’épaisseur.
A la partie gauche de la pince, on distingue
encore une fente latérale, dans laquelle un
micro-interrupteur sera monté.
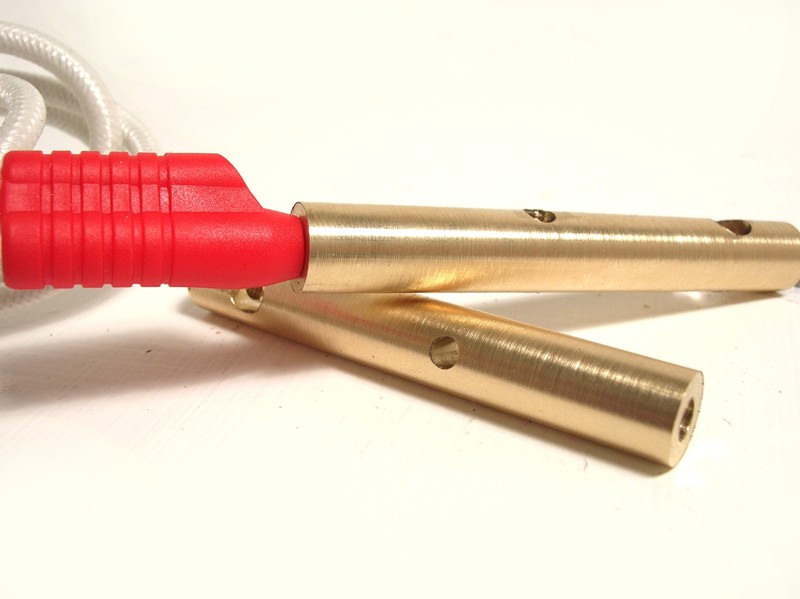
La tige de laiton d’environ 8 cm de
longueur peut être usinée. D’un
côté, un trou de 5 mm de largeur est foré
perpendiculairement. Dans ce trou, différentes
pointes de fer pourront y être introduites.
Sur la face frontale, un second trou est foré,
pourvu d’une vis ‘M5’. Un trou perpendiculaire
pour une vis ‘M5’ y est foré; il présentera
assez d’espace pour un boulon, grâce auquel
la pince en bois sera fixée. Enfin, nous forons
dans la face frontale un trou de 4 mm de
large et d’au moins 3 cm d’épaisseur, afin de
pouvoir y disposer la fiche-banane.
 |
|
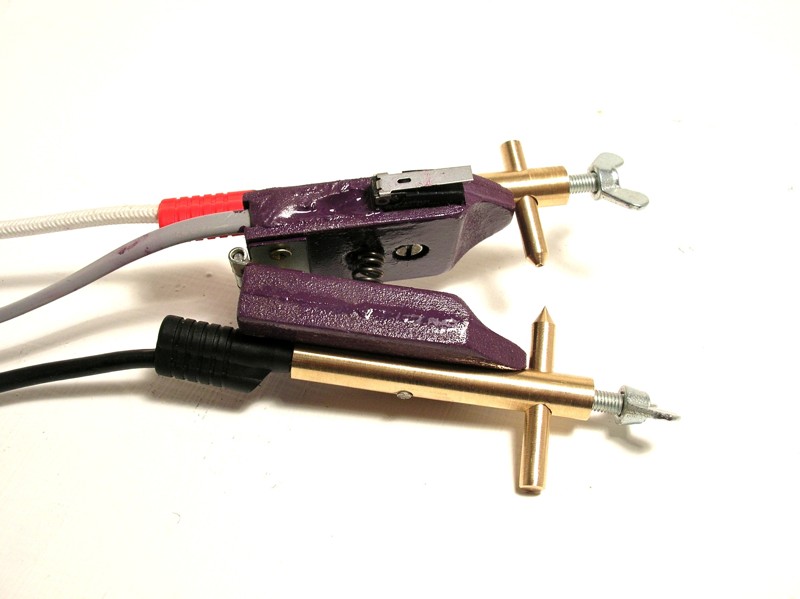
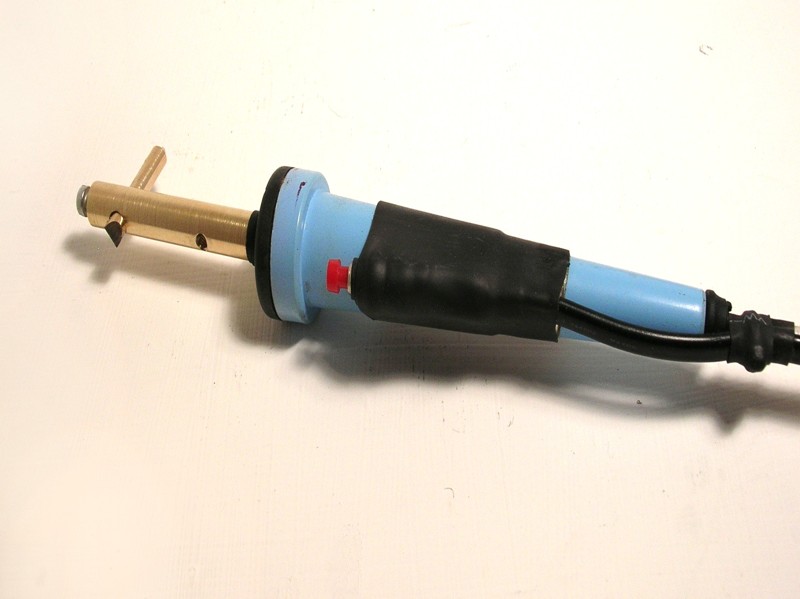
Photo 21: D’une tige en laiton de 5 mm d’épaisseur, nous confectionnons par fraisage et limage plusieurs formes de pointes de fer à souder. Le micro-interrupteur est fixé à un bout de fil du secteur. Nous avons réutilisé un cordon pour secteur. Le bois a été recouvert entretemps d’une petite couche de peinture et toute la pince a été assemblée. L’interrupteur du réseau 220 V a été intégré dans la fente, cette dernière étant bouchée avec de la colle à deux composants.
 |
|

Si vous désirez souder une plus grande pièce ou si vous voulez travailler en étant relié à un des pôles de l’alimentation, vous aurez encore besoin d’un autre type,qui ressemble à un fer à souder électrique classique. Pour la pointe, nous suivrons exactement la même procédure que celle décrite juste ci-dessus pour la pince. De cette façon, les pointes à souder sont également utilisables pour ce moyen d’aide.
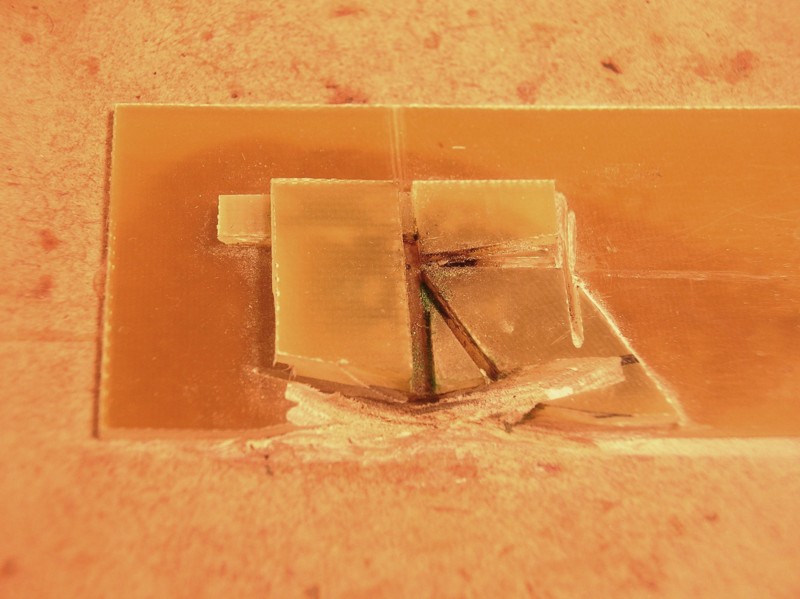
Des électrodes de carbone
Pour la seconde méthode de soudure par résistance, nous utilisons un moins bon conducteur de courant. Ce moins bon conducteur de courant peut être du carbone. Nous utiliserons de préférence une tige en carbone pur provenant d’une ancienne pile. Commencez par retirer l’enveloppe de la pile. Si vous avez de la chance, vous pourrez alors extraire la tige de carbone de son enveloppe. Il peut par contre arriver que la tige de carbone reste fi xée dans l’intérieur en zinc; il faut alors ouvrir cette enveloppe au moyen d’une pince coupante jusqu’à la tige.
 |
|
Quelque soit la manière dont
vous avez obtenu votre carbone, il faudra
encore le libérer du liquide dans lequel il
baigne, ce qui sera réalisé de préférence au
moyen d’une flamme au gaz. Lorsque plus
aucune flamme jaune n’est visible, la tige
est presque prête pour l’emploi.
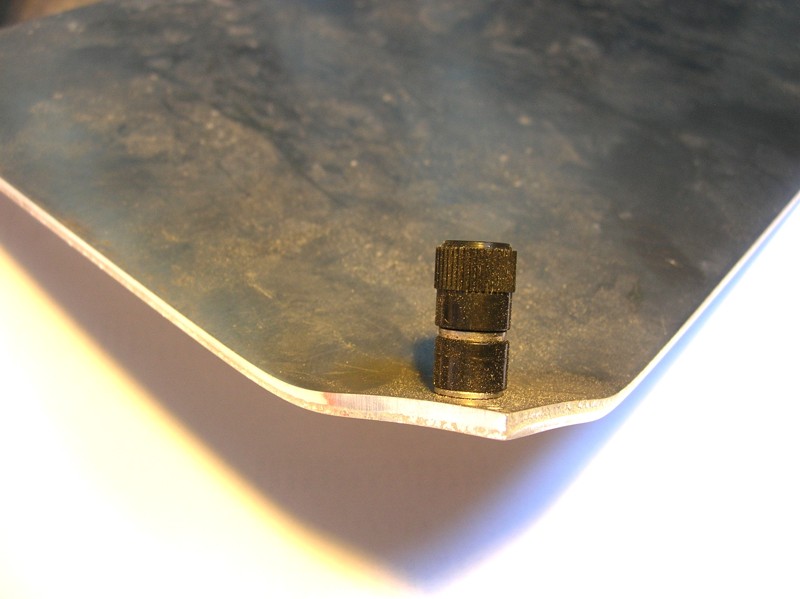
Lorsque vous utiliserez cette pointe
comme pôle de courant, il sera très utile
de pouvoir disposer d’un plan de travail métallique.
Pour ce faire, nous avons fait l’acquisition
d’une très grande et épaisse plaque d’aluminium,
sur laquelle nous avons disposé une
connexion sur un des coins pour l’alimentation
du courant. .
 |
|

L’utilisation d’un appareil à soudure par résistance électrique
C’est en forgeant que l’on devient forgeron,
et il est donc préférable de commencer avec
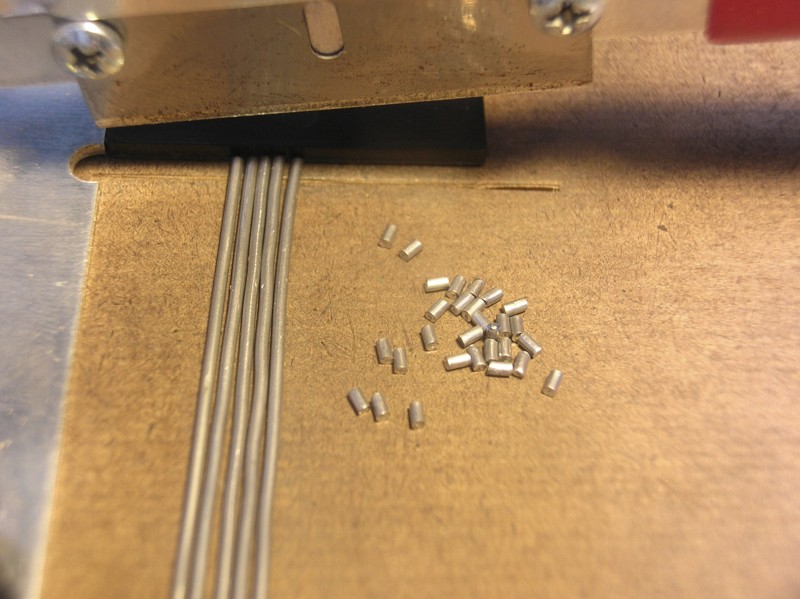
des soudures simples. Le matériau dont vous aurez à chaque fois besoin pour toute soudure est
de l’étain. Le problème lors
de la soudure par résistance est que… ça dure vraiment
peu de temps. On ajoute donc
un peu d’étain pour soudure entre les deux
pièces. Cet étain doit toutefois quelque peu être préparé
Découpez d’un bout de fil de
soudure à la résine quelques petits disques
de 2 millimètres de long..
Nous allons maintenant aplatir
ces petits cylindres de façon à obtenir des
petits disques d’étain, avec un peu de résine
en leur centre. Nous pratiquons ainsi
parce que ces disques devront ensuite être
disposés entre la soudure à réaliser, car par la fusion de l’étain, la soudure pourrait légèrement bouger. Or, il est important d’éviter
toute bulle d’air susceptible de produire un
arc électrique. L’aplatissement du petit disque
d’étain peut être réalisé entre les deux
becs plats d’une pince
 |
|
Afin de bien faire couler l’étain pendant la soudure, nous trempons au préalable les petits disques dans un peu de purine. Bien mouillé, le petit disque de soudure à la résine peut être disposé à l’endroit ad hoc. Pour des surfaces à souder plus importantes, il peut être nécessaire d’utiliser plusieurs disques.
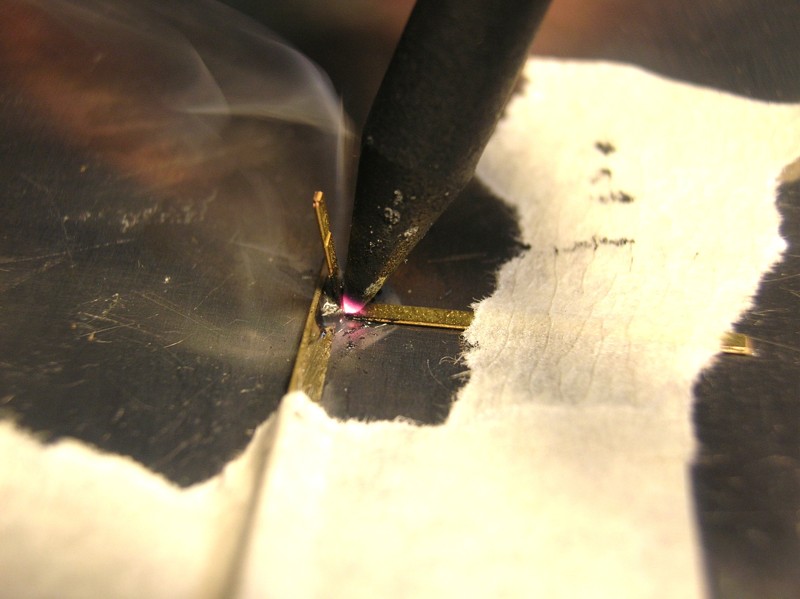
Avec le fer à souder par résistance…
Disposez la pièce à souder au bon endroit. Il faut bien presser la
barre de carbone à l’endroit où la chaleur
doit être produite. Lors de la soudure, votre disque d’étain va en effet
fondre et s’amincir, ce qui occasionnera
un vide entre les deux pièces à souder. Dans
cet espace vide, un arc électrique pourrait
alors se produire, ce qui vous occasionnerait
d’abord une vive surprise, mais aussi brûler
les deux surfaces à souder.
Nous pouvons maintenant enclencher
le courant. Cela doit généralement être très bref : une seconde environ. Une
barre pointue constitue une grosse résistance à l’endroit à souder et nécessite ainsi
une tension moindre à courant égal, pour
un dégagement de chaleur identique. La chauffe se réalise très rapidement
et la barre de carbone a besoin de
peu de temps pour se refroidir. Votre pièce à souder sera sans doute encore
plus rapidement refroidie.
 |
|
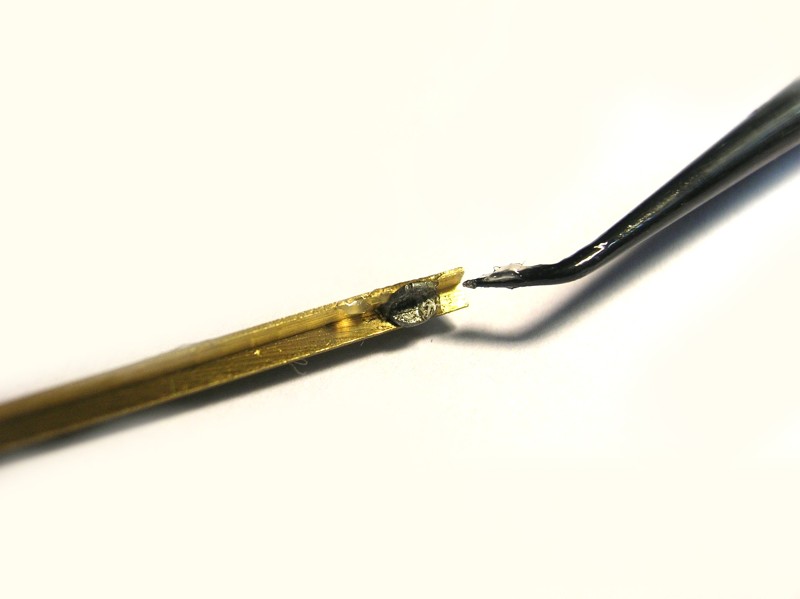
Nous voudrions revenir quelque peu sur l’opération consistant à souder un fil sur un rail visible, déjà installé sur un réseau. Un appareil à souder par résistance convient encore mieux pour le faire. Les préparatifs sont identiques à ceux de la méthode décrite auparavant. Dans le cas présent, une pâte épaisse et concentrée est encore le produit convenant le mieux pour appliquer votre étain. Nous allons utiliser une pointe en carbone. L’autre pôle de notre appareil à souder est alors raccordé au rail. Pressez fermement votre fil de laiton contre le rail au moyen de votre pointe en carbone et enclenchez le courant pendant une seconde environ.
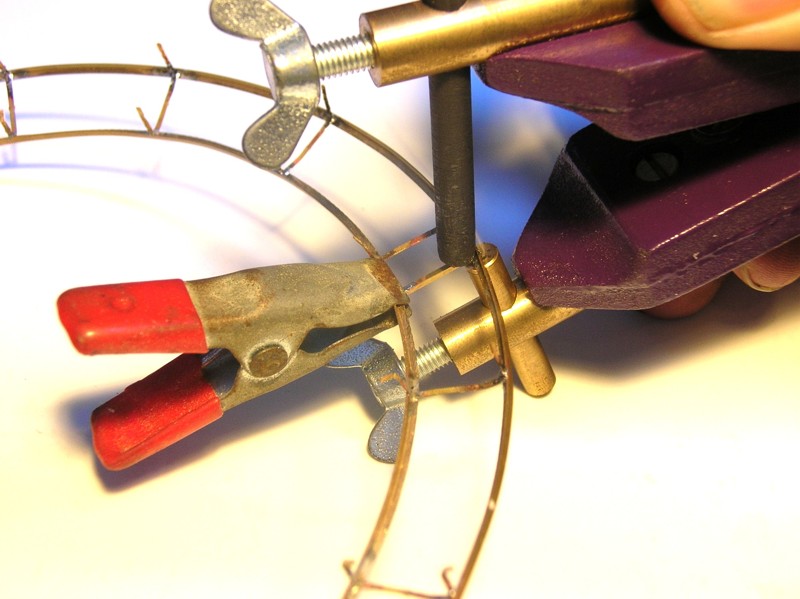
Avec une pince à souder…
En général, ce type de pince convient au mieux pour souder des pièces assez filigranes. Pour obtenir une bonne fixation avec la barre de carbone disposée à l’endroit voulu, il vous faudra certainement régler la pince de façon à ce que le conducteur ‘terre’ en laiton et la barre en carbone maintiennent fixement la pièce. Comme nous soudons généralement des petites pièces lors de l’utilisation de la pince à souder la soudure réalisée reste généralement chaude plus longtemps. Si vous êtes bien sûr que votre soudure ne bougera pas lorsque la pince aura été défaite, vous pouvez l’enlever avec précaution.